Study on QPQ Nitriding Process of 42CrMo Piston Rod
1. Principle, development and advantages of QPQ salt bath nitriding technology
1.1 Chemical principle of QPQ salt bath nitriding technology
QPQ technology belongs to the category of chemical heat treatment, is the use of atoms at high temperature is easier to diffuse, more adsorbed on the surface of the workpiece to form a compound layer, and because of the existence of metal crystal defects, make diffusion easier, improve the thickness of the penetration layer, so as to improve the wear resistance of the material. Chemical heat treatment principle of QPQ salt bath is consistent with conventional chemical heat treatment in its basic process, which can be roughly divided into the following three processes [8].
(1) Decomposition by the decomposition of active nitrogen atoms in the salt nitride bath, and through the air to make nitrogen atoms mixed evenly, in order to improve the concentration of nitrogen atoms.
(2) Absorption of active nitrogen atoms after decomposition, due to the concentration gradient, nitrogen atoms into the workpiece surface, part of the active nitrogen atoms and metal atoms combined into solid solution to fill the crystal defects, some active nitrogen atoms and iron, chromium and other elements in steel to form compounds.
(3) Diffusion Due to the difference in concentration of active nitrogen atoms, nitrogen atoms at grain boundaries may be affected by interatomic binding forces, breaking the equilibrium of atomic spatial positions, and thus producing grain boundary energy. Due to the action of high temperature, high grain boundary energy will be converted to low grain boundary energy, accelerating the corrosion and oxidation of materials. Before the diffusion equilibrium is reached, the active nitrogen atom always diffuses from the place where the concentration of nitrogen atom is high to the place where the concentration of nitrogen atom is low, and new phase is generated, that is, it belongs to downhill reactive diffusion. In order to improve the performance of the workpiece, the active nitriding atoms must be able to dissolve into the matrix lattice. Generally speaking, the solid solubility of nitrogen, carbon and boron is higher than that of metal. Therefore, nitriding is selected in QPQ process to improve the diffusion rate.
1.2 Process principle of QPQ salt bath nitriding technology
QPQ salt bath nitriding process is relatively simple, and the improved salt bath process mainly includes the following processes [4] :
(1) Polishing, oil removal, card loading, cleaning (pickling, alkali cleaning), adjust the concentration of cyanate in nitriding furnace;
(2) Preheat (air furnace);
(3) salt bath nitriding;
(4) nitriding cleaning;
(5) salt bath oxidation;
(6) oxidation cleaning;
(7) cleaning agent;
(8) Copper sulfate titration test, immersed in oil, dry.
The main process of QPQ salt bath nitriding is analyzed as follows.
(1) Adjust the cyanate concentration in the salt bath. The concentration of cyanate in the salt bath represents the concentration of active nitrogen atoms. The higher the temperature, the more nitrogen atoms will be decomposed and diffused into the workpiece surface. However, high temperature for a long time will also reduce the concentration of cyanate, which is high temperature aging. So high or low temperature can lead to the instability of the salt bath composition. Therefore, QPQ process must be used to adjust and detect the concentration of cyanate in salt bath, adjust the concentration of cyanate in salt bath at any time, to ensure that the concentration of cyanate is basically unchanged. If the cyanate concentration is very low, adjust salt is added to activate the active nitrogen atom to ensure that the cyanate concentration is basically unchanged. For different nitriding processes, the concentration of cyanate is also different, which is the reason why the concentration of cyanate should be detected.
(2) Fixture loading and cleaning in the fixture loading, different workpiece placement methods will affect the complexity of the process. Some work pieces are shell structure or cavity, so in order to facilitate cleaning, in the installation of the card should be its opening down, so that when the workpiece out of the bath salts from the closed hole flow, also facilitate nitriding cleaning link. When coming out of the oxidation furnace, further cleaning is required to slow the corrosion rate of the workpiece.
(3) Before preheating, the workpiece should be dried with a blower gun, remove most of the water, and then put into the preheating furnace to dry the workpiece, improve the temperature of the workpiece, generally preheating the workpiece temperature to slightly lower than the working temperature of the nitriding furnace, otherwise the workpiece temperature is too low, it will reduce the thickness of the nitriding layer, slow down the formation speed of the nitriding layer. In the actual processing, it is normal to drop about 20℃, and at the end of preheating, the workpiece surface should be grass yellow as far as possible.
(4) Salt bath nitriding and salt bath oxidation QPQ salt bath nitriding is the core of cyanate decomposition into active nitrogen atoms, and the radius of active nitrogen atoms is only half of the radius of iron atoms in the workpiece, so the active nitrogen atoms are particularly easy to enter the surface of the workpiece, make up for the metal crystal defects, form iron nitride, improve the hardness of the substrate surface. Specific ionic reactions are shown in equations (1.2) and (1.3). The specific ionic reaction in which cyanate is decomposed into active nitrogen is shown in equations (1.4) and (1.5).
3Fe + [N] → Fe3N (1.2)
4Fe + [N] → Fe4N (1.3)
For the carbonic acid produced by cyanate decomposition, it can be converted into cyanate by adding the method of adjusting salt, so as to increase the content of cyanate. In the specific processing process, in order to improve the organizational properties of the workpiece, the workpiece should be oxidized. In the oxidized salt bath, part of the cyanide root can be converted into cyanate root without airflow, so as to improve the content of cyanate root. At the same time, the oxidation process will also form a dense Fe3O4 black oxide film with protection and isolation effect on the metal surface. Due to the passivation phenomenon of the compound layer with excessive oxygen collection, it can further protect the surface of the workpiece from corrosion. Among them, Fe3O4 black oxide film is a mixture of FeO and Fe2O3. Specific ionic reactions are shown in equations (1.7) and (1.8).
2CN− + O2 → 2CNO− (1.7)
FeO+ Fe2O3 →Fe3O4 (1.8)
The main function of oxidation is to make the workpiece form a more dense black Fe3O4 oxide film, and restore the beautiful color and appearance, and improve the wear and corrosion resistance of the workpiece. Generally speaking, there are four levels of appearance quality of nitrided work pieces, as shown in Table 1.3.
QPQ salt bath nitriding processing of the workpiece generally appear black. Under the condition of mass production, in order to test whether the surface infiltration layer of the workpiece is complete, 10%CuSO4 solution can be dropped on the surface of the workpiece according to the inspection standard recommended by Li Huiyou et al. If red copper precipitated out of the workpiece within 30 minutes, it indicates that the infiltration layer is incomplete. Therefore, copper should not be precipitated within 30 minutes for general parts, otherwise it means that there is no permeating layer or the permeating layer is incomplete [9]. The matrix material treated by QPQ is shown in Figure 1.1.
2. Development of QPQ salt bath nitriding technology
Several developments of QPQ salt bath technology are as follows.
Gas nitriding method In 1922 Fry published an article on the study of gas nitriding technology, and was recognized. Gas nitriding is to decompose ammonia and make nitrogen atoms infiltrate into the metal surface by the method of 510℃-520℃ insulation, and the workpiece should be held for more than 70h. This method only improves the corrosion resistance. As early as 1929, people put forward salt bath cyanide, that is, to process the workpiece with cyanide at low temperature, slightly improve the corrosion resistance of the workpiece, but this method can deal with a relatively simple steel, salt bath time is long (dozens of hours), and cyanide pollution of the environment, harm the health of workers.
Salt bath soft nitriding expands the use range of nitriding, the air passes into the cyanide bath activates the speed of the salt nitriding bath, makes the elements in the salt bath get sufficient mixing, makes the nitrogen atoms get full use, improves the utilization rate of cyanate in the salt nitriding bath, further strengthens the penetration layer, and greatly improves the wear resistance and corrosion resistance of the workpiece.
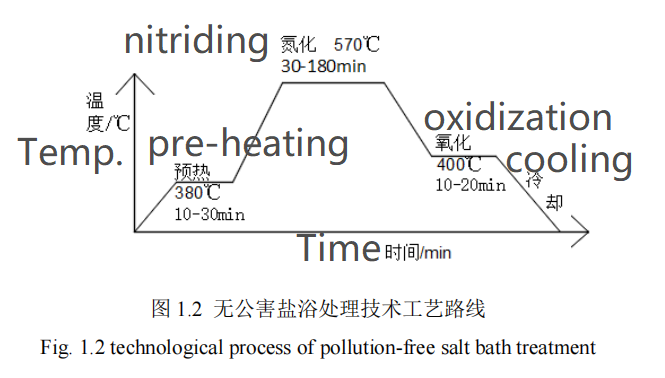
The specific process of pollution-free salt bath nitriding technology is shown in Figure 1.2. This technology no longer uses cyanide as raw material. In the mid-1970s, the cyanide root in salt nitriding bath was inhibited in the salt oxide bath, and its content was reduced, thus the environmental pollution problem was also improved. In this way the workpiece in the process of nitriding to achieve absolute pollution-free, so as to completely solve the problem of pollution-free.
New QPQ salt bath nitriding technology In the 1980s, Professor Luo Defu of Xihua University developed a new formula of salt nitriding bath ratio. In order to completely decompose the cyanide produced during the nitriding process, air was injected and a special salt bath was added to oxidize the cyanide substance into the required cyanate substance, which improved the utilization rate of cyanate substance. Reduced raw material consumption. And after oxidation process formed black oxide film, passivation metal surface, greatly improve the wear resistance and corrosion resistance of the workpiece, this QPQ salt bath nitriding technology has reached the world’s leading level.
3. Advantages of QPQ salt bath nitriding technology
QPQ salt bath nitriding technology has many advantages in the treatment of workpiece surface [52], specifically as follows.
(1) The substrate surface infiltration layer has good wear resistance and corrosion resistance. The workpiece by QPQ salt bath nitriding, the atomic composition of the infiltration layer increased nitrogen element, and the structure of the infiltration layer also appeared stratification phenomenon, active nitrogen atoms into the metal surface, refine the grain, effectively improve the wear resistance of the workpiece. The wear resistance of medium carbon steel after QPQ salt bath nitriding is 30 times that of conventional quenching [10].
(2) The hardness of the substrate is increased, and the deformation is small. The hardness of the workpiece after QPQ salt bath nitriding is greatly improved, generally above 600HV. Due to the diffusion of active nitrogen atoms, the shape deformation of the precision workpiece is very small. Improving the fit degree of the workpiece makes the parts more precise and have better fit degree.
(3) Salt bath environment is stable, saving resources. In the salt bath, it can ensure the stability and control of the salt bath ingredients, so that they fluctuate within the prescribed range [11]. In salt nitride bath, the content of cyanate can be increased by adding adjusting salt. By adding special oxidant, the cyanide root can be converted into cyanate root, saving resources and environmental protection. Adjusting salt can also be added into the salt nitride bath to increase the concentration of cyanate and the speed of nitride, so as to achieve the effect of recycling and save resources.
(4) Wide range of applications. QPQ salt bath nitriding process out of the workpiece, can be widely used in earthquake reappearance, shipping industry, can also be used for a variety of special steel surface strengthening, is also widely used in automobile, agricultural machinery, machine tools and firearms and other industries.
4. Research status of surface treatment technology of hydraulic cylinder piston rod
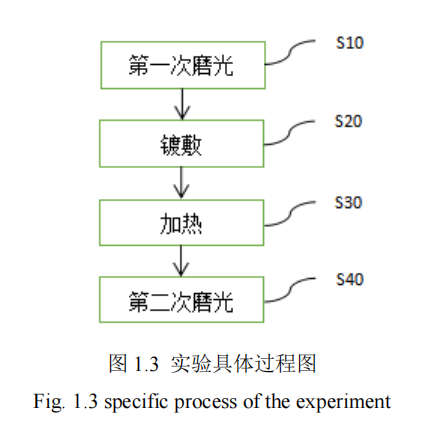
Piston rod and production method thereof as well as carbonitriding agent for piston rod surface The invention patent developed a kind of carbonitriding agent on the piston rod surface treatment, the temperature is above 600℃ heat treatment method, the nitriding time is shortened to 30-50 minutes, in this condition after nitriding piston rod surface has a black smooth thickness of more than 32um nitriding layer, It is characterized by high corrosion resistance and wear resistance [12]. In the study “QPQ Treatment of Piston Rod of High Frequency and High Side Load Hydraulic Cylinder”, the sample of 40Cr piston rod of high frequency heavy load hydraulic cylinder was subjected to QPQ salt bath nitriding treatment, and the performance changes after QPQ salt bath nitriding were detected through various tissue scanning and mechanical experiments. It was concluded that after salt bath nitriding of 40Cr piston rod, The surface resistance to deformation, corrosion and wear is improved. In addition, according to the actual production needs, appropriate removal of oxide film is adopted to improve the heat dissipation performance of piston rod [13]. In Comparison of wear and corrosion resistance of iron-nickel-tungsten and nickel-tungsten phosphorus alloy coatings electroplated on hydraulic piston rod, Fe-Ni-W electroplated on hydraulic piston rod and Ni-W-P electroplated on hydraulic piston rod were carried out. The study material of the piston rod was 45 steel, and the wear resistance and corrosion resistance of the electroplated on hydraulic piston rod were compared by wear resistance and corrosion resistance tests. It is concluded that Ni-W-P alloy coating has better wear resistance and corrosion resistance, while Fe-Ni-W electroplating experiment is relatively poor, in which the friction coefficients are 0.0861 and 0.0944, respectively. After corrosion test, Ni-W-P alloy coating still does not appear corrosion phenomenon [14]. In “The Influence of tempering on the microstructure and Properties of 40Cr Piston Rod after nitriding”, the material of 40Cr piston rod was tempered and nitrided, and the influence of nitriding process on the microstructure and properties of 40Cr steel surface after nitriding was tested by ultra depth of field experiment, microhardness, corrosion polarization curve, etc. It is concluded that 40Cr steel can obtain the best hardness and corrosion resistance after nitriding at 540℃ for 6h, high temperature tempering at 520℃ for 15min, and low temperature tempering at 150℃ for 3h [15]. In “Methods for Surface Treatment of Piston Rod of Hydraulic Cylinder”, the surface treatment of piston rod of hydraulic cylinder is carried out by the method as shown in the following figure. After repeated work, the wear resistance and corrosion resistance of the workpiece are improved [16]. The specific process is shown in Figure 1.3.
In Wear and corrosion resistant laser coatings for hydraulic piston rods, the wear and corrosion resistant laser coatings for hydraulic piston rods were studied. Several potential Fe, Ni and Co based alloys were laser coated on steel. Their corrosion and mechanical properties were studied by means of salt spray test, microhardness test, wear test and bending fatigue test. However, in the single point scratch test, the performance of laser coating is better than that of hard chromium, which is the main reason for the good wear resistance of the coating [17]. In the “Heat treatment system on the tensile properties of 42CrMo steel Notched” according to the actual production of a refinery compressor piston rod fracture accident. After heat treatment of 42CrMo steel piston rod by different processes, the tensile properties of smooth and notched piston rod samples are tested, and a reasonable heat treatment method of 42CrMo steel is obtained to improve the strength and toughness of the workpiece, among which the heat treatment method is 850℃ quenching +560℃ tempering [18].
5. Research status of QPQ salt bath nitriding technology
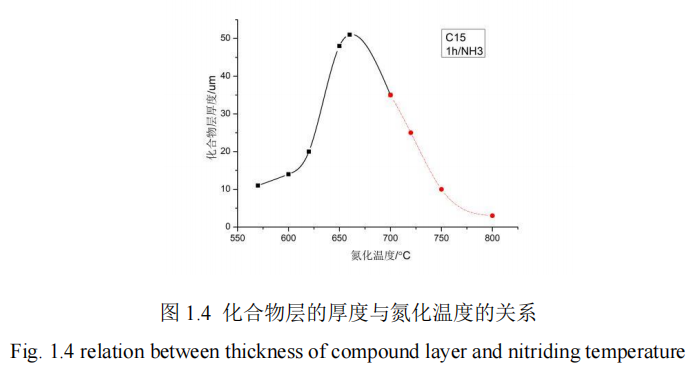
Because QPQ salt bath nitriding process improves the corrosion resistance and wear resistance of different materials to different degrees, taking into account the characteristics of simple process operation, low cost, no pollution and small deformation of the workpiece, researchers around the world have conducted a deep discussion on QPQ salt bath nitriding process, hoping to obtain excellent workpiece performance. In the article “The Effect of nitriding process of QPQ technology on Corrosion resistance of parts”, the salt spray corrosion resistance test of low carbon steel sheet after salt bath nitriding by QPQ was explored. The main research is the effect of nitriding temperature and nitriding time on the corrosion resistance of the test workpiece. An optimal range of nitriding temperature and time was found in the experimental results [19]. CAI Wenwen, Xihua University, in the article “Research on the Corrosion Resistance of Ion Nitriding and gas Nitriding”, selected QPQ salt bath nitriding process, ion nitriding and gas nitriding to process 35CrMo steel and 45 steel. Through scanning electron microscope experiment, ultra-depth of field experiment and salt spray corrosion resistance test, the conclusion about the permeating layer is drawn. Under the same experimental conditions, the permeating layer performance of two different steel materials after QPQ salt bath nitriding treatment is the best, among which the corrosion resistance test is more than 21 times that of ion nitriding and more than 5 times that of gas nitriding [20]. Shi Qiang et al. studied the Effect of QPQ salt Bath Composite Treatment on the microstructure and Properties of 35 Steel in their paper, and concluded that iron compounds could be produced on the surface of 35 steel after salt bath nitriding after the experimental material was treated with QPQ salt bath, through testing the microstructure and properties of the permeated layer by the equipment. Such iron nitrides and oxides improve the wear and corrosion resistance of the workpiece [21]. Li Yuanhui from Jiangsu University obtained QPQ processing technology suitable for oil pipeline materials by conducting QPQ salt bath nitrization treatment on oil pipeline N80 steel in his article “Research on the Influence of QPQ Technology on Mechanical properties and Corrosion Resistance of Materials”, and applied the technology in production to improve the organization and mechanical properties of the workpiece [22]. Zhang Lei et al studied the influence of oxidation process on Workpiece Surface Hardness based on Deep QPQ Technology in Research on the influence of oxidation process on workpiece hardness when the workpiece was nitrized in deep QPQ salt bath at 645℃ and 1.5h. The results show that, at a low oxidation temperature, nano-scale nitrides are precipitated in the infiltration layer, and the workpiece surface hardness is the highest [23]. Zhang Lei from Xihua University mentioned in the article Based on the Effect of Oxidation Process on the Wear Resistance of Deep QPQ Workpiece that the deep QPQ salt bath nitriding process significantly improved the hardness and wear resistance of 42CrMo [24] after exploring the process. LUO Defu and LI Shen, scholars, Effect of Cryogenic and QPQ Compound Treatment on the Microstructures nd Performance of High Speed Steel has analyzed the high-speed steel after QPQ salt bath nitriding through various analysis methods, and the results show that the life of high-speed steel after QPQ salt bath nitriding is greatly increased [25]. Gui-jiang Li, Qian Peng, Scholar Cong Li analyzed 304 stainless steel in Microstructure analysis of 304L austenitic stainless steel by QPQ complex salt bath treatment The analysis of metal composition and hardness after QPQ treatment shows that although the hardness after QPQ salt bath nitriding is lower than that after nitro carburizing alone, better hardness distribution is obtained and overall workpiece performance is improved [26]. In Corrosion Resistance of Steel Parts after QPQ Treatment, Li Huiyou used salt spray corrosion test to discuss the influence of different structural layers on corrosion resistance of metal after QPQ salt bath nitriding. The results showed that different structural layers have different functions, among which the nitriding layer has higher corrosion resistance, and the presence or lack of diffusion layer has basically no influence on corrosion resistance [27]. Xu Wenting carried out QPQ salt bath nitriding on 45 steel in the article “Research on Corrosion Resistance Law and Mechanism of 45 Steel after deep QPQ Treatment”, and studied the corrosion resistance of 45 steel by salt spray corrosion test and electrochemical corrosion test. The results show that the depth of compound layer is closely related to the corrosion resistance, and extending the nitriding time and increasing the nitriding temperature will increase the compound layer depth of 45 steel. The thicker the compound thickness, the better the corrosion resistance of the workpiece [28]. Xie Mingqiang et al. studied the microstructure and phase composition of the permeating layer of 45 steel, 40Cr steel and 20 steel by using ultra-depth of field microscopy, scanning electron microscopy (line scanning and surface scanning) and XRD experiments in the microstructure and Element Distribution of the permeating layer Treated by Deep QPQ. It is concluded that the composition of the infiltration layer has black oxide film structure and compound layer, in which the compound layer is mainly composed of iron nitride and a small amount of α phase [29]. Fei Sun, Jing Hu et al wrote Effect of QPQ nitriding time on wear and corrosion behavior of 45 carbon steel and Influence of QPQ treatment In on the Corrosion Behavior for Carbon Steel, through the comparison of 45 steel under different QPQ salt bath time, the best time to improve the wear and corrosion resistance was found [30-31]. In QPQ Salt Bath Composite Treatment of Steel Base Surface, Ma Xiaoyong from Southwest Petroleum University explored a base salt formula S with strong stability in salt bath by studying the common base salts, adjusting salts and nitriding salts used in QPQ salt bath, and improved the nitriding efficiency and permeability layer performance through appropriate salt composition ratio [32]. R. offman et al. studied the nitriding process and nitrocarburizing composite process, and concluded that the formation thickness of compounds was directly related to the nitriding temperature, and the maximum compound thickness was 50um at 660℃. When the temperature exceeds 670℃, the thickness of compound layer decreases sharply. When the temperature exceeds 680℃, there is basically no formation of compound layer [33], as shown in FIG. 1.4. Qi Lili and Fu Junqing, in the article “Status Quo of Physical Metallurgy in Austenitic nitrogen carburizing Treatment”, found that the nitridation temperature is above 675℃, the nitridation time is 1-2h, and the experiment adopts endothermic atmosphere for nitridation, so that the compound layer thickness is above 30um, and the nitridating austenite layer is thick enough to meet the current requirements of physical metallurgy [34]. In Low-temperature salt bath nitriding of steels, Funatani systematically describes the behavior of low-temperature salt bath nitriding of steels. Through metallograph experiments, he analyzed the microstructure of diurinating layers and found that different layer structures can be obtained on metal surfaces after diurinating [35]. German scholar Hoffmann R introduced nitrates and nitrocarburieren unterhalb 700℃ in Nitrern and nitrocarburieren unterhalb 700℃, which are widely used in the automobile industry and have good application prospects [36].
Based on the above domestic and foreign literature, at present, the commonly used materials of hydraulic cylinder piston rod are 45 steel, 40Cr steel and 42CrMo steel, and there are many kinds of heat treatment methods. QPQ salt bath nitriding technology can be used for a variety of materials, different occasions for surface treatment, improve the workpiece surface hardness, wear resistance. In this paper, QPQ salt bath nitriding technology is used to treat the mold piston rod vibration cylinder 42CrMo steel surface treatment, in order to improve the surface hardness, wear resistance and corrosion resistance of the piston rod vibration cylinder.
6: Conclusion
According to the problems of serious wear corrosion and frequent replacement of the piston rod of the mold vibrating cylinder in a continuous casting production line of a factory, this topic is put forward and its research significance is explained. The QPQ salt bath nitriding method which belongs to thermochemical treatment method is described. The principle, development and advantages of QPQ salt bath nitriding technology, as well as the chemical principle and technological process of QPQ salt bath nitriding are described. The research status of vibration cylinder piston rod surface treatment technology and QPQ salt bath nitriding technology is reviewed. The conclusion is that the commonly used materials of hydraulic cylinder piston rod are 45 steel, 40Cr steel and 42CrMo steel, and there are many heat treatment methods. QPQ salt bath nitriding technology can be used on different occasions of a variety of materials for surface treatment, improve the workpiece surface hardness, wear resistance. In this paper, QPQ salt bath nitriding technology is used to treat the mold piston rod vibration cylinder 42CrMo steel material surface treatment, in order to improve the surface hardness, wear resistance and corrosion resistance of the piston rod vibration cylinder. Finally, the research technical route is given, the research direction is determined, to select the QPQ salt bath nitriding process parameters that can improve the wear resistance and corrosion resistance of piston rod 42CrMo steel, and discuss the main and secondary effects of process parameters, to provide theoretical support for continuous casting production line to solve practical problems.

QPQ Nitriding Process Experiment And Heat Treatment Process of 42CrMo Piston Rod QT40-10 Ductile Iron Heat Treatment Process Automobile Piston Ring Nitriding Process


Contact us
Your email address will not be published. Required fields are marked *