Research Progress On Annealing Process Of Amorphous Nanocrystalline Soft Magnetic Alloys
1.Amorphous nanocrystalline soft magnetic alloy [1] has been gradually becoming one of the research hotspots in the field of international strategic new materials due to its excellent properties such as high initial permeability (μi), low coercivity (Hc) and iron loss (Pc) [2-4], environmental protection and low cost [5]. At present, it has been widely used in the commercial production of fixed rotor materials, high frequency switching power supply and common mode inductors. Amorphous nanocrystalline soft magnetic materials with excellent soft magnetic properties can be prepared by amorphous alloy crystallization method, so the research on improving the comprehensive magnetic properties of alloys by using advanced crystallization process has received extensive attention [6,7]. This paper will focus on the research progress of thermal crystallization, electric/magnetic crystallization, isostatic pressure crystallization and thin strip continuous crystallization of amorphous nanocrystalline alloys [8,9].
2. Thermal crystallization process
2.1 Non-magnetic Annealing (NFA), transverse magnetic Annealing (TFA), longitudinal magnetic Annealing (LFA)
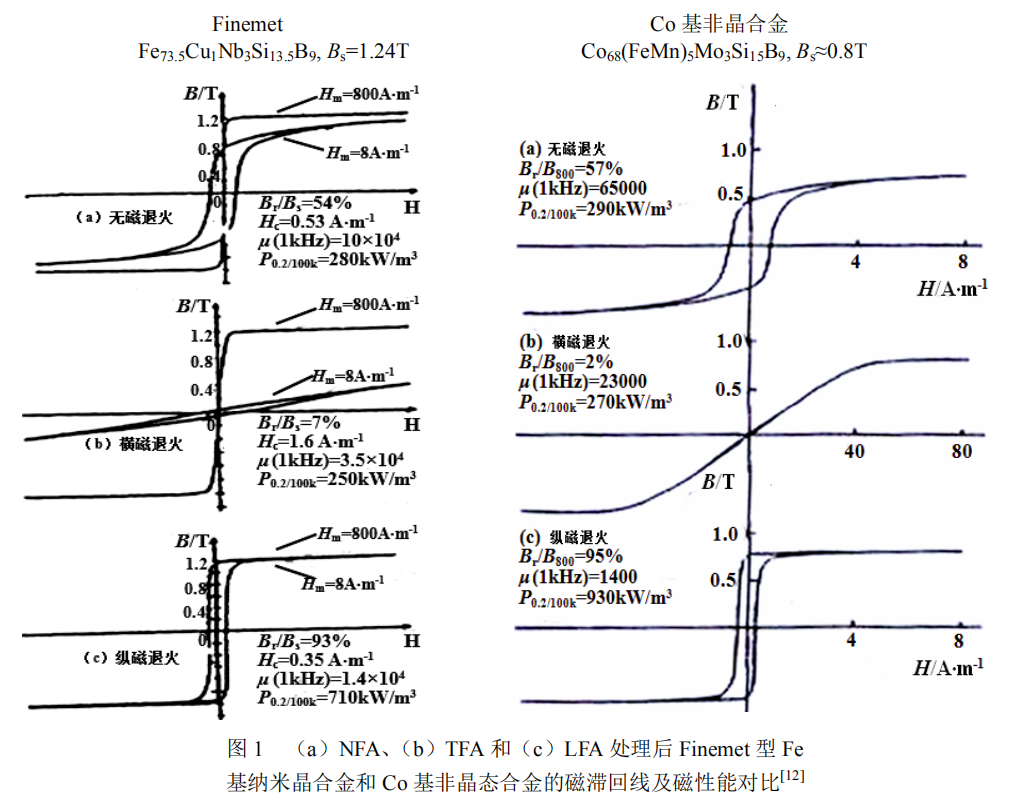
The magnetic domains of annealed amorphous nanocrystalline alloys rotate in the direction of external magnetic field during magnetic field annealing [10,11], and the atomic pairs with ordered directions will maintain the orientation during magnetic field annealing after annealing [12]. FIG. 1 shows the comparison of hysteresis loops and magnetic properties of Finemet type Fe based nanocrystalline alloy and Co based amorphous alloy after annealing by different methods. It can be seen that the Bs value of Fe based nanocrystalline alloy is higher than that of Co based amorphous alloy, and the relative permeability of Fe based nanocrystalline alloy is μ (1kHz), P0.2/100k, and even slightly better than that of Co based amorphous alloy under the condition of similar rectangle ratio (Br/Bs).
2.2 Rotating Magnetic Field Annealing (RFA)
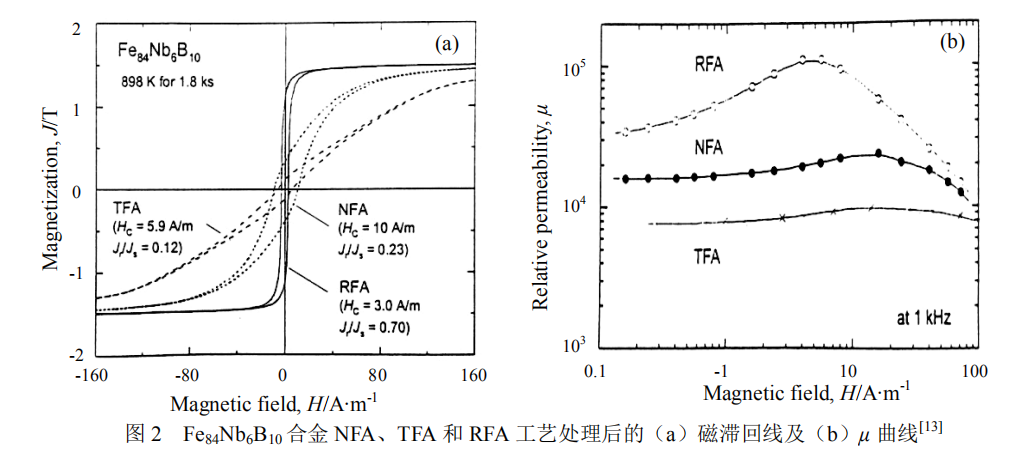
Herzer et al. [13] studied the RFA process of Fe84Nb6B10 alloy, and compared it with NFA and TFA. The annealing temperature and holding time of the three processes were 898K and 30min, and the applied magnetic field in magnetic annealing was 0.8T. The sample rotation speed in RFA is 1500r/min. As shown in Figure 2, compared with NFA, TFA reduces the ratio of residual magnetic polarization intensity to saturated magnetic polarization intensity (Jr/Js), Hc and μ, while RFA increases Jr/Js and μ and decreases Hc, which is due to the suppression of magnetic field-induced anisotropy (Ku) in RFA process. The magnetization process is mainly affected by magnetic crystal anisotropy (K1).
2.3 Development of annealing mechanism
It is generally believed that the ordered arrangement of solute atoms in Fe based nanocrystalline alloys along the direction of external magnetic field is the cause of magnetic field-induced anisotropy (Ku) [14,15]. Therefore, the alloys can generate corresponding Ku through different magnetic field annealing processes, and then obtain hysteresis loops of different shapes to meet the application requirements. When… > When K1, the effective anisotropy K> Material Ku VCR + 0.5 1 u | | K K (D/L0) 3 (VCR as crystallization phase volume fraction, the parameters of beta material 1, phi 0 as the proportional coefficient, D for grain size, intrinsic length of ferromagnetic exchange L0 = | | / 1 0 K A , in return for A constant) [16]. It can be seen that Ku in nanocrystalline soft magnetic alloy has good consistency and continuity.
Over the years, many scholars have done a lot of research on the origin of Ku [16] : Zhang Y et al. ‘s study showed that the metastable equilibrium structure formed by the initial bcc phase and the remaining amorphous phase of Fe-M-B (M=Zr, Nb) alloy improved the solubility of M and B, and annealing resulted in the generation of Ku by B atoms. Hirotsu believed that in Fe84B16, Nb atom radius is too large to form interstitial atom, B is both interstitial atom and replacement atom, and when nanocrystalline size is lower than 40nm, the solubility of B is greatly improved, so the direction order of B may be the origin of Daku. Herzer, Devries et al. also believe that the gap atom B in Fe-based nanocrystals is the cause of large Ku. The above studies indicate that B may be the cause of Ku generation, but the generation of large Ku requires B atom to have good stability. The diffusion rate of B in bcc Fe phase at room temperature is very high (the diffusion rate of B in α-Fe phase at 312K is 1.18×10-20m2/s[16]). It can be inferred that the lattice structure deformation caused by directional ordered solute atoms in the solid solution plays a stabilizing role in B, so solute atoms play a dominant role in inducing large Ku in the solid solution [16].

2.4 Influence of annealing conditions and methods on properties of nanocrystalline alloys
2.4.1 Preannealing
Amorphous nanocrystalline soft magnetic alloy has many excellent soft magnetic properties such as high Bs and low Pc, but its stability has always been a common concern. Li Zhihua et al. [17] studied the relationship between crystallization activation energy Qk and annealing temperature of Fe73.5Cu1Nb3Si13.5B9 alloy after pre-annealing at 400~510℃ for 1h (Qk is usually used as a criterion of stability advantage, The Qk of amorphous Fe73.5Cu1Nb3Si13.5B9 alloy is 380kJ/mol). The results show that the Qk of amorphous Fe73.5Cu1Nb3Si13.5B9 alloy increases obviously with the increase of annealing temperature, so the structural relaxation induced by preannealing can effectively improve the stability of Fe73.5Cu1Nb3Si13.5B9 alloy.
2.4.2 Annealing temperature
Annealing temperature directly affects the size of Fe-based amorphous nanocrystalline alloy α-Fe(Si) and has a crucial effect on the soft magnetic properties of materials [18]. Mondal et al. [19] studied the effect of annealing temperature (Ta) on the properties of Fe75.5Cu1Nb1Si13.5B9 alloy, and the results showed that the alloy had the best comprehensive magnetic properties after annealing at 550 ~ 575℃. Tsepelev et al. [20] showed that Fe72.5Cu1Nb2Mo1.5Si14B9 alloy had the best magnetic properties after annealing at 542 ~ 575℃, where μmax and Hc reached 713000 and 0.41A/m, respectively. After annealing at 572℃, μi can reach 120000.

2.4.3 Annealing atmosphere
The μ, Hc and Pc of amorphous nanocrystalline soft magnetic alloys are structurally sensitive parameters, and the annealing atmosphere directly affects the oxidation degree of the material surface. Therefore, the annealing process with atmosphere protection [18] is an important guarantee for the industrial production of amorphous nanocrystalline soft magnetic materials. The high thermal conductivity and reduction properties of hydrogen atmosphere can improve the annealing temperature uniformity and prevent the oxidation of Fe73.5Cu1Nb3Si13.5B9. The batch processing of FeCuNbSiB alloy was realized by using the hydrogen hood furnace with circulating fan and the consistency of performance was ensured.
2.4.4 Rapid Temperature rise
The traditional isothermal annealing method for amorphous nanocrystalline materials takes room temperature as the initial temperature (heating rate is about 1 /min ℃). Zhang Lin et al. [23] heated the Fe73.5Cu1Nb3Si13.5B9 alloy to 540℃ at the initial temperature of 480℃, held it for 60 minutes (the heating rate is about 1 /min ℃), and then cooled it in the furnace to 200℃. The results show that the new annealing method is very close to the best performance obtained by isothermal annealing treatment of Fe73.5Cu1Nb3Si13.5B9 alloy, and the time of this method is shorter, so as to achieve the purpose of saving energy, reducing consumption, increasing production and increasing efficiency.
2.4.5 Stage annealing
Studies have shown that [21], compared with 560℃×40min one-step crystallization annealing, 520℃×20min+560℃×40min stepwise annealing can release the crystallization heat of amorphous alloy in advance and avoid the heat release of alloy during subsequent annealing at higher temperature. Therefore, the consistency of alloy properties can be improved by effectively controlling the annealing temperature. Liu Junxin et al. [22] heated it at 3 /min ℃ to 500-530 ℃ to keep it warm until the crystallization transformation was completed. After applying DC magnetic field, they heated it at 3 /min ℃ to 550-570 ℃ to keep it warm for 1 hour, and then cooled it to room temperature at a cooling rate of 3-5 /min ℃. This new technology can effectively control the phenomenon of heat shock caused by crystallization of the core, improve the performance stability of the core, and ensure the qualified rate of mass production of the core.
3. Electric/magnetic nanocrystalline process
Low-frequency pulsed magnetic field processing is a new process of electromagnetically/magnetically induced nanocrystallization at room temperature. The atomic periodic vibration caused by pulse processing increases the initial atomic energy, reduces the nucleation barrier and increases the nucleation rate [24]. The low-frequency pulsed magnetic field treatment process of Fe73.5Cu1Nb3Si13.5B9 alloy [24,25] and the magnetic properties obtained are shown in Table 1, where Hp is the pulsed magnetic field, f is the pulsed magnetic field frequency, t is the action time, ΔT is the temperature rise of the sample. After treatment, the Hc and λs of 1# ~ 3# samples are generally lower than that of the quenched 0# samples, while the μi of the 1# samples are higher than that of the quenched 0# samples, in which the Hc and λs of the 1# samples are the smallest and the μi is the largest. It can be seen that the low frequency pulsed magnetic field treatment optimizes the soft magnetic properties of the amorphous nanocrystalline alloys.
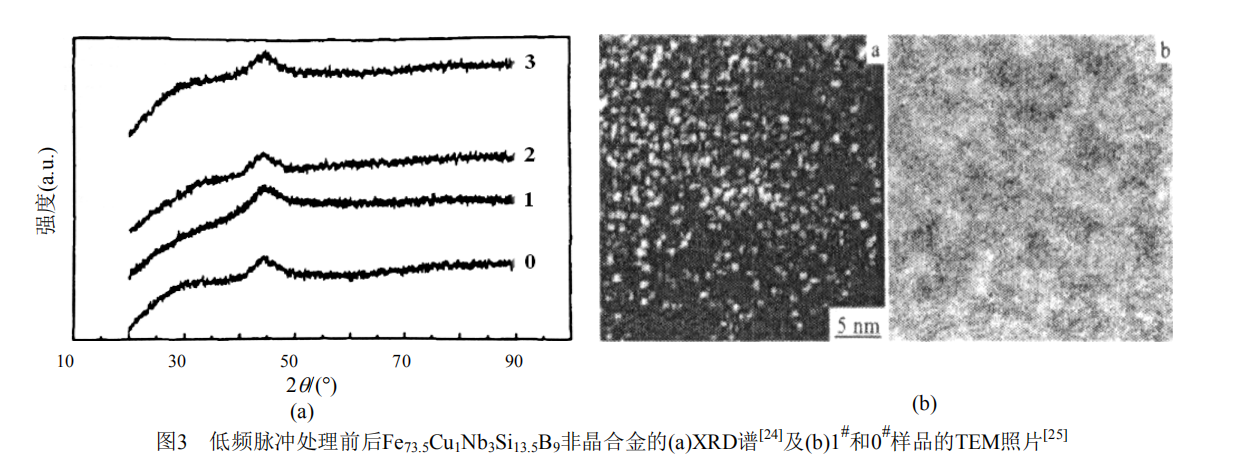
FIG. 3 shows the XRD spectra of Fe73.5Cu1Nb3Si13.5B9 amorphous alloy and TEM photos of 1# and 0# samples before and after low-frequency pulse treatment, which can be seen from FIG. 3a. The XRD patterns of Fe73.5Cu1Nb3Si13.5B9 alloy are basically the same before and after the low-frequency pulsed magnetic field treatment, and it can be found that there are suspected crystal diffraction peaks. FIG. 3b shows that α-Fe nanocrystalline phase (grain size is about 2 ~ 10nm) and residual amorphous phase are formed in the sample at room temperature, which indicates that nanocrystallization of amorphous alloy occurs.
4. Continuous crystallization annealing process of thin strip
4.1 Continuous annealing of amorphous thin strip
Traditional annealing can improve the magnetic properties of iron-based amorphous strip, but it also makes the strip brittle and is not conducive to winding into iron core. Continuous moving annealing (CFF-RTA) [29] can mass-produce excellent strips with good magnetism, good flexibility and easy to cut and wind, making up for the shortcomings of traditional annealing. Figure 4 shows the schematic diagram of 2605HB1 amorphous strip treated by CFF-RTA method (strip moving speed 5m/s, annealing temperature 460℃, heating and cooling rate 104 /s ℃) [30]. The temperature of the strip increases rapidly when it passes through the heating roll ①, remains constant when it passes through the heating roll ②, and decreases rapidly when it passes through the cooling roll ③. Through the cooling roller ④ slow cooling, annealing process due to tensile stress and bending stress and magnetic anisotropy. Table 3 shows the performance comparison between CFF-RTA and traditional annealing treatment. It can be seen that CFF-RTA effectively reduces the iron loss of amorphous strip and improves the magnetic properties of the material.

Takagi et al. [31] developed the continuous stress pulse annealing process (CSA-PA) for Fe73.5Cu1Nb3Si15.5B7 strip, and the process parameters are as follows: The rated power of infrared heating furnace is 4kW, the power output is 39%, the power on time and off time are 5s, the stress σ on the strip is 75MPa, and the strip movement speed vm=50cm/m. After treatment, the properties of the strip are as follows: Hc < 10A/m, Ku≈1.5kJ/m3, the iron loss of the strip wound into the core is less than that of the current commercial core, and the μ remains unchanged in the range of 0.1~1MHz.

Stress Relief Annealing Process for Grey Iron Castings Research Progress On Annealing Process Of Amorphous Nanocrystalline Soft Magnetic Alloys Vacuum Drying Process For 220KV Current Transformer
Contact us
Your email address will not be published. Required fields are marked *