Effect of Tension Annealing-Induced Anisotropy on Magnetic Properties of Nanocrystalline Alloys
Fe74.1Cu1Nb3Si15B6.9 (%, atomic fraction) nanocrystalline alloy was subjected to continuous tension annealing, and the effect of tension annealing-induced anisotropy on the magnetic properties of nanocrystalline alloy was studied. The results show that the induced anisotropy constant (Ku) and annealing tension (σ) satisfy a linear relationship. With the increase of annealing tension, the effective permeability (μe) of the alloy at f = 5 kHz and H = 3 A/m test point increases first and then decreases, and with the increase of magnetic field and frequency, the effective permeability ( μe) attenuation decreases. When the annealing tension is 67 MPa, the effective magnetic permeability (μe) remains about 800 in the range of magnetic field strength H of 0-800 A/m and frequency f of 1 k-3 MHz, showing constant magnetic permeability. At the same time, the loss per unit mass (Pm) of the alloy decreases with the increase of annealing tension. When the annealing tension is 67 MPa, the loss is 68 W/kg (test conditions: Bm=300 mT, f =100 kHz), and Compared with tension-free annealing, the decrease is about 67%. At the same time, it was observed through the magneto-optical Kerr effect that after tension annealing, a 180° sheet-shaped domain perpendicular to the tension direction was formed inside the alloy. As the annealing tension increased, the magnetic domain width decreased and tended to be consistent. The width of the domains is about 85 μm.
The “FINEMET” series of nanocrystalline soft magnetic alloys with excellent soft magnetic properties are widely used in the manufacture of power electronic devices such as distribution transformers, transformers, and reactors [1]. Herzer[2] proposed a “random anisotropy model” to explain the excellent soft magnetic properties of nanocrystalline alloys. Since the size of a single grain in the nanocrystalline alloy is much smaller than the size of the magnetic domain, there are multiple grains with different orientations in the magnetic domain. The magnetocrystalline anisotropy generated by different grain orientations is averaged, so that the magnetic properties of the alloy are significantly reduced due to the difference in the magnetization direction. Therefore, the grain size of the iron-based nanocrystalline alloy should be controlled at 5-20 nm[3]. According to the “random anisotropy model”, the coercive force Hc and grain size D of the alloy satisfy Hc∝Dn. In Finemet-type alloys, n is generally 6, indicating that reducing the grain size can reduce the coercive force of the alloy. Bolyachkin et al. [4] studied the coupling between amorphous phase and nanocrystalline phase and found that the grain dispersion σ of nanocrystalline alloys after crystallization annealing affects the value of n. The value of n can be reduced from 6 to 3 by controlling the grain dispersion under the condition of the same grain size. At the same time, magnetostriction also affects the soft magnetic properties of nanocrystalline alloys, increasing the coercive force while reducing the magnetic permeability of the alloy. Due to the quadratic relationship between the saturation magnetostriction coefficient and the magnetization in amorphous alloys [5], amorphous alloys cannot achieve high magnetization and low magnetostriction at the same time. Compared with amorphous alloys, the total magnetostriction of nanocrystalline alloys is determined by their internal two-phase structure [5]. The saturation magnetostriction coefficient of the amorphous phase is positive, and the saturation magnetostriction coefficient of the nanocrystalline phase is negative, so the total magnetostriction of the alloy at a certain crystallization volume fraction is close to zero. Due to the influence of magnetoelastic properties, the anisotropy constant Kσ induced by residual stress satisfies the relationship Kσ∝λsσ with the residual stress σ and the saturation magnetostriction coefficient λs[5]. Therefore, the magnetic properties of nanocrystalline alloys can be improved by crystallization annealing to remove the residual stress of quenched amorphous and reduce the magnetostriction coefficient.
The high magnetic permeability of nanocrystalline alloys is an excellent characteristic different from other soft magnetic materials, but in some DC transformers that are used to accurately measure asymmetric currents or have large DC component currents, soft magnetic materials are often required to have a certain DC bias capability, which requires the nanocrystalline alloy to increase the necessary magnetic anisotropy along the magnetization direction to form a hard axis to reduce the magnetic permeability to obtain high DC bias capability. Changing the alloy composition or heat treatment process can change the main magnetic anisotropy of the nanocrystalline alloy. Adding some Co and Ni elements to the FeCuNbSiB alloy, the Fe atoms in the nanocrystalline phase are partially replaced by Co atoms or Ni atoms, which can improve the magnetic crystal anisotropy, and finally reduce the alloy magnetic permeability to obtain high DC bias capability, and the generated α The relatively uniform dispersion of -(Fe, Ni)Si phase makes the hysteresis loop of the alloy more linear [6, 7]. Magnetic field annealing [8, 9] can also improve the DC bias capability of amorphous and nanocrystalline alloys. During the crystallization process, a magnetic field is applied to align the magnetic anisotropy of the nanocrystalline phase in a uniform manner, and finally generate magnetic anisotropy in the alloy to make the magnetic Conductivity decreases. However, due to the limited strength of the applied magnetic field during the annealing process, the induced magnetic anisotropy is small and the DC bias ability of the alloy is weak.
There are two main tension annealing methods commonly used at present: one is heating and cooling with the furnace after applying tension to the amorphous and nanocrystalline strips [7], which takes a long time and is low in efficiency, and only a small amount of samples can be prepared; the other One is the continuous tension treatment of amorphous nanocrystalline strips [15], which is often used in large-scale production of constant magnetic permeability nanocrystalline alloys, but requires high precision equipment. The above studies analyze the origin and structural transformation of the induced anisotropy in FeCuNbSiB alloys during tension annealing. In order to further study the effect of tension annealing-induced anisotropy on the magnetic properties of nanocrystalline alloys, this paper carried out continuous tension annealing on Fe74. Relationship between tension and induced anisotropy and magnetic properties.

Experimental method:
1.1 Experimental materials and performance tests
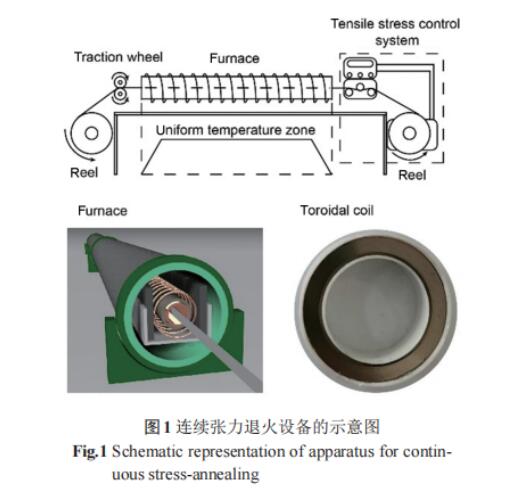
Fe74.1Cu1-Nb3Si15B6.9 nanocrystalline alloy strips (atomic fraction, %) with a thickness of 22-24 μm (atomic fraction, %) were prepared by melt quenching method, and a width of 6.5 mm. The schematic diagram of the continuous annealing equipment is shown in Fig. 1. There are heating elements and insulation layer in the furnace body, and the annealing time is adjusted by controlling the speed of the strip passing through the furnace body. The difference in heating rate caused by the difference in furnace temperature and the fluctuation of furnace temperature caused by the strip passing through the furnace cavity are ignored. The equipment has a tension control system, which can adjust the applied tension in real time and control the tension fluctuation value to less than 5%. After annealing, the strip was wound into a magnetic ring with a size of 22 mm × 17 mm × 6.5 mm for magnetic performance testing. Use MATS-2010SD soft magnetic DC instrument to test the static hysteresis loop of the magnetic ring after tension annealing, use BRUKERD8 ADVANCEX ray diffraction analyzer to analyze the phase of the strip, and use IWATSU B H Analyzer to measure the AC magnetic properties of the magnetic ring. Use Agilent4294A to test the impedance and inductance of the magnetic ring, use Agilent E4980A precision LCR meter and Agilent 42841A DC bias source to conduct bias DC test, and calculate the change trend of magnetic permeability with DC bias field according to the inductance. The magneto-optical Kerr microscope of Evico Gmbh was used to observe the magnetic domain structure of the alloy after tension annealing.
1.2 Heat treatment process
In order to verify the effect of continuous tension annealing on the properties of nanocrystalline alloy strips, the following experimental scheme was designed: 1) Conduct tension-free continuous annealing on the strips at an annealing temperature of 530–630°C with a temperature interval of 10°C and annealing time of 30 s. Select the appropriate annealing temperature according to the alloy structure and magnetic properties; 2) According to the above annealing temperature, apply tension to the strip during the annealing process, the annealing time is 30 s, the value of the tension is calculated by the ratio of the applied force to the cross-sectional area of the strip, ignoring Tension fluctuations caused by strip thickness fluctuations.
2 Experimental results
Figure 2a shows the XRD patterns of alloys subjected to tension-free continuous annealing at different annealing temperatures. It can be seen that a dual-phase structure of nanocrystalline phase + amorphous phase is formed in the alloy after annealing, and the diffraction peak intensity of the nanocrystalline phase increases with the increase of annealing temperature. The volume fraction of the crystallized phase is proportional to its diffraction peak intensity, and the fitting of the diffraction peak intensity can be used to quantitatively calculate the volume fraction of the crystallized phase in the alloy[16].
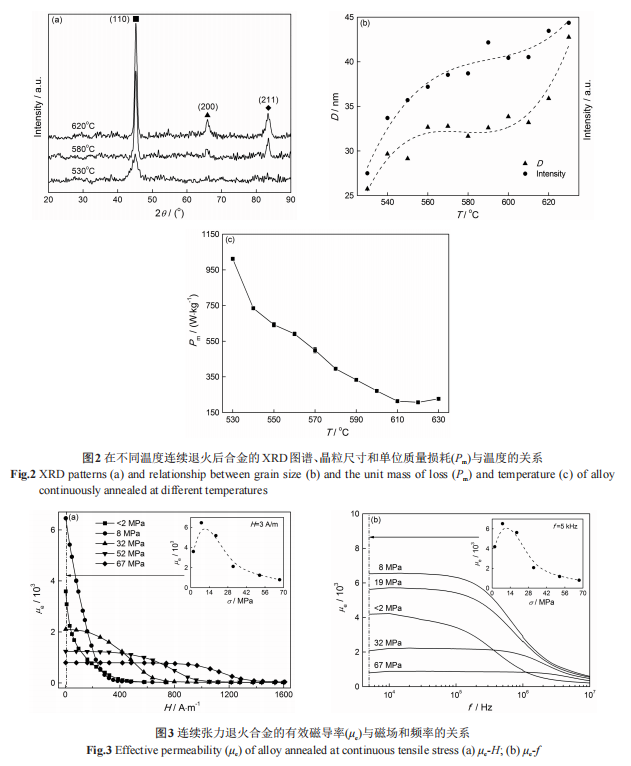
The main reasons for the excellent soft magnetic properties of nanocrystalline alloys are the reduction of magnetic anisotropy caused by the exchange softening effect between grains and the decrease of magnetostriction caused by the two-phase structure. The exchange softening effect makes the soft magnetic properties of the alloy increase with The decrease of the grain size increases, and the opposite magnetostriction coefficient of the crystal phase and the amorphous phase makes the overall magnetostriction coefficient of the alloy tend to zero at a certain crystallization volume fraction. From the change trend of the loss value of the magnetic ring with the annealing temperature, it can be seen that the best structure is formed inside the alloy at about 620 ° C. Therefore, the influence of the induced anisotropy caused by applying different tensions on the magnetic properties of the alloy can be studied by tension annealing at 620 ° C. . As the annealing tension increases to a certain extent, the brittleness of the strip increases and fracture occurs, so the maximum annealing tension is selected as 67 MPa.
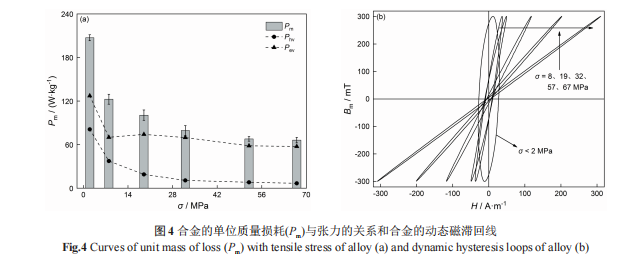
Figure 3 shows the changes in the effective magnetic permeability (μe) of the alloy after annealing at 620 °C with different tensions. It can be seen from Figure 3a that with the increase of annealing tension, the effective permeability of the alloy decreases with the increase of magnetic field intensity, and the DC resistance improves. When the annealing tension is 67 MPa, the effective permeability of the alloy is about 800 at 0-800 A/m. It can be seen from Figure 3b that when the annealing tension increases, the effective magnetic permeability of the alloy decreases gradually with the attenuation of the frequency. When the annealing tension is 67 MPa, the effective magnetic permeability of the alloy is about 800 at 1 k~3 MHz. Compared with tension-free annealing, the effective permeability of the alloy increases at a tension of 8 MPa at a magnetic field strength H of 0-200 A/m and a frequency f of 5 k-1 MHz.
Figure 4a shows the change of the loss per unit mass (Pm) of the alloy with the annealing tension. Under the conditions of Bm=300 mT and f=100 kHz, when the annealing tension reaches 67 MPa, the alloy loss value is about 68 W/kg, which is about 67% lower than that of tension-free annealing. According to the Bertotti loss model [17], the loss of soft magnetic materials can be divided into eddy current loss (Pe), hysteresis loss (Ph) and residual loss (Pc). Among them, the eddy current loss is the loss caused by the eddy current in the iron core caused by the alternating magnetic field. When there is tension in the annealing process, the internal stress generated by rapid cooling inside the alloy is partially released, thereby reducing the remanence and coercive force and reducing the hysteresis loss. The eddy current loss can be calculated according to the equivalent resistance of the magnetic ring, which is mainly related to the shape and resistivity of the material. Therefore, there is less tendency to decrease with increasing tension.
3. Conclusion
(1) After tension annealing of Fe74.1Cu1Nb3Si15B6.9 nanocrystalline alloy at 620℃, the hysteresis loop of the alloy tends to be flat with the increase of annealing tension, and the effective magnetic permeability (μe) due to the increase of induced anisotropy Attenuation decreases with increasing magnetic field and frequency. When the annealing tension is 67 MPa, the effective magnetic permeability (μe) of the alloy remains around 800 under the conditions of magnetic field strength H of 0-800 A/m and frequency f of 1 k-3 MHz. Under the conditions of Bm=300 mT and f=100 kHz, the loss per unit mass (Pm) of the alloy decreases with the increase of annealing tension. When the annealing tension is 67 MPa, the loss per unit mass of the alloy is 68 W/kg. About 67% lower than tension-free annealing. Combining the variation trends of eddy current loss per unit mass (Pem) and hysteresis loss per unit mass (Phm) with annealing tension, it can be found that annealing tension mainly affects hysteresis loss, and reducing coercive force and remanence can reduce hysteresis loss.
(2) After the Fe74.1Cu1Nb3Si15B6.9 nanocrystalline alloy is annealed under tension at 620℃, a plate-shaped domain structure perpendicular to the band axis and the tension direction is formed in the alloy, and the easy magnetization direction of adjacent magnetic domains is at an angle of 180°. Under the effect of strain-induced anisotropy, the width of magnetic domains decreases and tends to be consistent with the increase of annealing tension. When the annealing tension is 67 MPa, the width of lamella domains is about 85 μm.

Nitriding Process Specification And Operation Effect 0f Annealing Temperature On Nanocrystalline Incoloy800 Heat Treatment Process Control Of Magnetic Properties Of FeCuNbSiB Nanocrystals
Contact us
Your email address will not be published. Required fields are marked *