How to cut solidified annealed nanocrystalline iron core with little effect on magnetic properties
The nanocrystalline iron core is extremely brittle after annealing, so it is not suitable for direct cutting. Usually, epoxy resin is used as the curing agent to package and cure the iron core, but the nanocrystalline iron core cured by epoxy resin is not easy to fully fill the gap between the iron core strips, and it is easy to generate debris during cutting, and the curing shrinkage rate is large, resulting in The magnetic performance of the iron core is sharply reduced and other shortcomings. “The influence of flexible curing agent curing process on the performance of nanocrystalline iron core” uses epoxy resin + polyetheramine flexible system as the curing agent of nanocrystalline iron core, and analyzes the effect of the curing process of epoxy resin + polyetheramine flexible system on the performance of nanocrystalline iron core. Combined effects of cuttability and magnetic properties of nanocrystalline iron cores.
1. Experimental method
A ring iron core is wound with an amorphous strip, and the nanocrystalline iron core is prepared in an annealing furnace, then put into a flexible epoxy resin curing agent for vacuum impregnation, and then cured in a drying oven. The effect of curing process on the cuttability and magnetic properties of nanocrystalline iron cores was studied by orthogonal experiments.
2. Results and Analysis
2.1 Core Strip Gap Filling and Cuttability
The gap filling effect of the iron core strip is mainly determined by the lamination coefficient of the iron core and the fluidity of the curing agent. It can be seen from Figure 1 that the lamination coefficient distribution of each experimental group iron core before curing is between 0.75-0.78. The lamination coefficients of the iron cores of each test group after curing are distributed between 0.78 and 0.84, and the lamination coefficients of the cores of most test groups have a large change rate, which indicates that the gap filling effect of the strip is good. However, the lamination coefficient of the sample 3 core is only 0.808 after curing, and the change rate of the lamination coefficient is small. This is due to the large lamination coefficient of the iron core before curing, and the large proportion of curing agent filler, which makes the fluidity of the curing agent worse, and the two work together to make it more difficult to fill the gap between the strips.
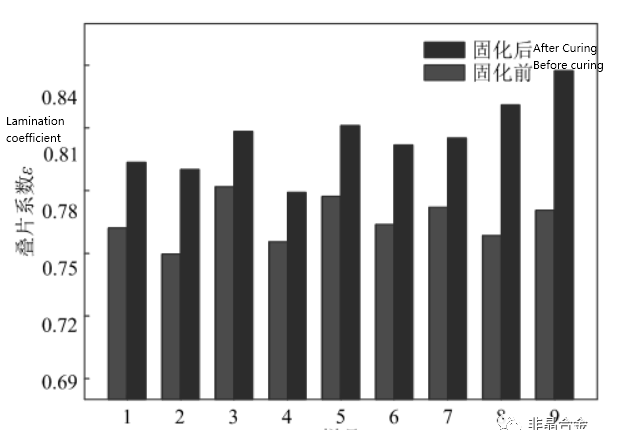
Figure 1
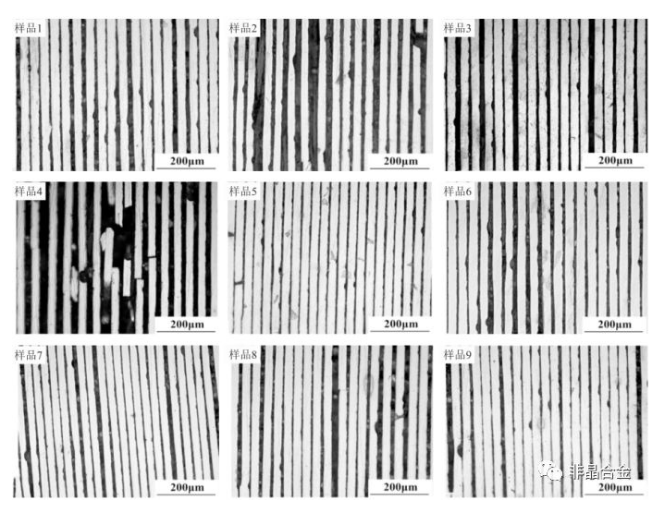
Figure 2. Microstructure of the notched end face of each sample core
Wire cutting is a more intuitive way to inspect the effect of core strip gap filling. It can be seen from Figure 2 that after cutting, grinding and polishing the iron cores of each test group, the strips are evenly distributed, and there are basically no defects such as broken strips and voids. Among them, the above analysis pointed out that the filling of the iron core of sample 3 is more difficult. As the key object of this test, the iron core strip of sample 3 shows good integrity, without broken strips, debris, etc., which shows that the strip with The material gap filling effect is good. Due to the small lamination coefficient of the iron core before curing, the strip gap is too large, which increases the possibility of curing agent loss during the heating and curing process and affects the filling effect of the strip gap. The direct performance is that the strip is partially cut after cutting. There are cracks and broken phenomena. It shows that the small lamination coefficient of the iron core will also affect the filling effect of the strip gap.
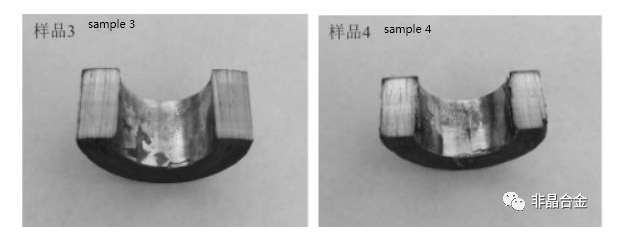
Figure 3. Macroscopic morphologies of the notched end faces of iron cores of samples 3 and 4
It can be seen from Fig. 3 that, no matter in the core of sample 3, which is difficult to fill or at both ends of the core where the curing agent is easy to lose, there is no gap after curing locally. The integrity of the core is good, and the performance Excellent cuttability; while the two ends of the iron core of sample 4 and the inner and outer sides show different degrees of gaps and delamination, and at the same time, a large amount of debris is accompanied by the grinding process. The macro performance of the two groups of test cores corresponds exactly to the micro morphology, indicating that the vacuum impregnation process, even in the case of a large lamination coefficient of the iron core and a decrease in the fluidity of the curing agent, the curing agent can still fully fill the belt. The material gap ensures excellent cuttability of the core after curing.
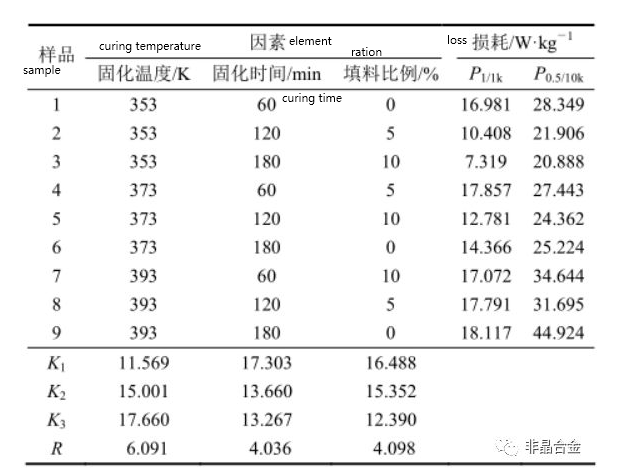
Table 2
2.2 Effect of curing process on loss
From the range analysis results in Table 2, it can be seen that the main influencing factor of the core loss is the curing temperature; and after the sample 3 process, that is, the curing temperature is 353K, the curing time is 180 min, and the filler ratio is 10%, the cured core obtains the best magnetic properties. energy, the loss is lower at this time: P 1/1k =7.319 W/kg, P 0.5/10k = 20.888 W/kg.
After the iron core used in this test is wound, a unified annealing process is adopted to prepare the nanocrystalline iron core and eliminate the internal stress generated during the winding of the iron core. Therefore, the influencing factor of the magnetic properties of the iron core in this test is only the internal stress generated by the curing agent shrinkage. Sufficient curing time can effectively release the energy generated by the cross-linking reaction and reduce internal stress, and at the same time, energy waste caused by too long time should be avoided. Fillers can effectively reduce curing shrinkage and help to adjust the fluidity of curing agent. Under the curing process of sample 3, the loss of the iron core is lower, indicating that the curing shrinkage stress of this process is lower, and adjusting the curing process can improve the influence of the curing agent on the loss of the iron core.
2.3 Effect of curing process on magnetization curve and permeability curve
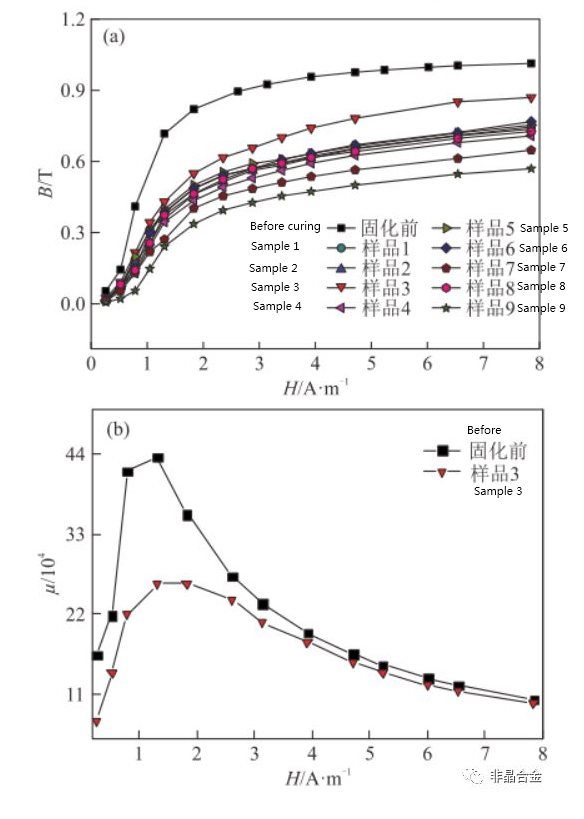
Figure 4a
It can be seen from Figure 4a that at a power frequency of 50 Hz, the iron core can be saturated at a very small magnetic field strength (H=7 A/m) before curing, and the saturation magnetic induction Bs=1.02T; under the same magnetic field strength , the iron cores of each test group were far from saturated after curing, and all showed a slow upward trend. Among them, the magnetic induction intensity of sample 3 at this time reached 0.85T, which was 20% lower than that before curing, but it was better than other test groups; the magnetic induction intensity of sample 9 with a higher curing temperature was only 0.5T, which was lower than that before curing. 50% drop. It can be seen from Figure 4b that the magnetic permeability of the iron core after curing is significantly lower than that before curing. Among them, the initial magnetic permeability μi=163000 before the iron core is cured, and μi=73400 after the iron core is cured, the change rate is 55%; the maximum magnetic permeability μmax=436000 before the iron core is cured, and the iron core is cured The maximum magnetic permeability μmax=260000, the change rate is 40%; with the increase of the magnetic field intensity, the difference of the magnetic permeability before and after the iron core solidification gradually decreases, and finally basically remains at 5%. The magnetic performance of the iron core after curing has declined, and there are differences in the decline in magnetic performance caused by different curing processes. The reason is that the shrinkage stress of the curing agent affects the magnetic performance of the iron core. The direct result is that the magnetic permeability decreases and the iron core is difficult to saturate. ; Different curing processes cause differences in the curing shrinkage stress inside the iron core, and the stress-induced magnetic anisotropy is different, resulting in different magnetization curves of the iron core after curing.
2.4 Effect of curing process on inductance
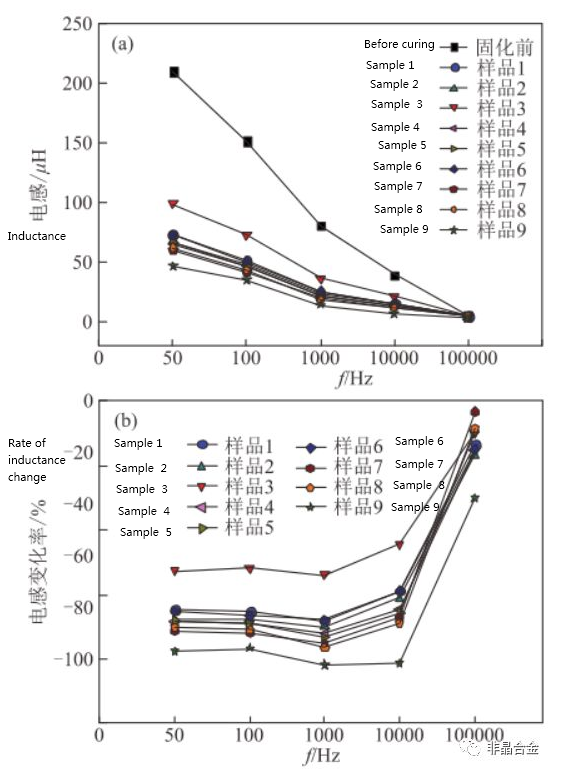
Figure 5a
It can be seen from Figure 5a that when f=50Hz, the inductance of the iron core is 210μH before curing, and the inductance decreases significantly after curing. Among them, the 3-core performs better, and the inductance is 100μH; as the frequency increases, the iron core solidifies The difference in inductance before and after decreases gradually, and when f=100kHz, it almost reaches the same level, and the inductance is 5~6 μH. Figure 5b shows that the rate of change of inductance is negative due to the degraded magnetic properties of the core due to curing. It can be seen that in the range of f=50Hz~1kHz, the inductance change rate of each test group is -50 %~-80 %, and the curves are basically level, and the inductance change rate of the 3-core is obviously lower than that of other test groups , kept at about -50 %; in the range of f=1~100 kHz, the inductance change rate showed a clear downward trend, and at the same time the gap between the test groups decreased. When f=100 kHz, the inductance change of each test group Rates were maintained at around -10%. This shows that in the range of f=50 Hz~1kHz, the curing shrinkage stress of the curing agent has a great influence on the inductance of the iron core, and the influence of curing on the inductance of the iron core can be effectively reduced by adjusting the curing process; while in the range of f=1~100 kHz Within the range, the curing agent has little effect on the inductance of the iron core, and the adjustment of the curing process has little effect on the inductance change rate.

Learn More :
Gas Nitriding Heat Treatment Process Silicon Steel Sheet Drying Furnace Planet Carrier Quenching And Tempering Furnace

Contact us
Your email address will not be published. Required fields are marked *