Effect of High Energy Ball Milling and Vacuum Annealing on Microwave Properties of Nanocrystalline FeSiAl
The FeSiAl fast quenching belt material was prepared by melt rapid quenching method, and the FeSiAl fast quenching belt material was flattened using a planetary high-energy ball mill. The effects of high energy ball milling and vacuum annealing on microwave electromagnetic parameters of FeSiAl powder materials were emphatically studied. The results show that the FeSiAl rapidly quenched strip material can be obtained by high-energy ball milling to obtain a thin sheet of FeSiAl nanocrystalline material. The subsequent vacuum annealing process can maintain the nanocrystalline structure and sheet shape, further improving the real and imaginary parts of the microwave complex magnetic permeability, and the real part of the complex magnetic permeability at 2 GHz μ’ And imaginary parts μ″ 6.1 and 4.3, respectively.
Thin sheet nanocrystalline magnetic alloy materials are widely used in the fields of microwave absorption and electromagnetic shielding due to their easy access to high microwave permeability. Herzer et al. prepared Fe74.5-xCuxNb3Si13.5B9 nanocrystalline materials using melt rapid quenching and crystallization annealing processes. Walser et al. prepared several flake nanocrystalline ferromagnetic powders (Fe powder, FeSi alloy powder, and NiFe alloy powder) [4-5]. Matsumoto Morihiko et al. prepared oriented polymer composites using flaky metal soft magnetic particles have a magnetic permeability of 2-3 times higher than that of spinel ferrite in the 1-3 GHz frequency band [6]. Based on the excellent high-frequency soft magnetic properties of FeSiAl thin films and sheet materials, this paper adopts the melt rapid quenching process and high-energy ball milling technology to obtain sheet nanocrystalline FeSiAl materials, and then focuses on the impact of subsequent annealing processes on the microwave electromagnetic properties of sheet nanocrystalline FeSiAl materials.
1. Experiment
According to the requirement of Fe85 Si9.5 Al5.5 (mass fraction,%) composition, using Fe powder, Si powder, and Al sheet with purity higher than 99.5% as raw materials, the alloy ingot is melted in a vacuum induction melting furnace (HSR-100 type) (the furnace body needs to be vacuumed to 1 mPa first, and then injected with high-purity argon gas with purity greater than 99% for protection). The alloy ingot is then broken into particles with a particle size of less than 5 mm and loaded into a vacuum rapid quenching furnace (GZK-50C type). The thickness of the alloy ingot is prepared at a roller speed of 45 m/s with a thickness of less than 10 mm μ M of FeSiAl fast quenched tape material. Weigh the raw material fast quenching belt and grinding ball according to the ratio of material to ball of 1:20, put them into a stainless steel tank, vacuum them first, and then fill them with argon gas for protection. Conduct high-energy ball milling in the XPWL vertical planetary ball mill. The powder after high-energy ball milling can be placed in a vacuum heat treatment furnace for annealing treatment at 200 to 400 ℃ for 30 to 150 minutes. The microstructure of the sample before and after treatment was analyzed by X-ray diffraction (XRD), and the morphology of the particulate material before and after treatment was observed and analyzed by scanning electron microscopy (SEM). Mix the treated FeSiAl powder with paraffin wax (volume fraction of the powder is 35%) to prepare a coaxial test sample with an outer diameter of 7 mm, an inner diameter of 3 mm, and a thickness of 3.5 mm; HP8722ES microwave vector analyzer was used to measure the complex magnetic permeability and complex dielectric constant in the range of 2 to 18 GHz.
2. Experimental results and discussion
FIG. 1 is a SEM photograph of FeSiAl fast quenched strip material. As can be seen from Figure 1 (a), after 9h high-energy ball milling treatment, the FeSiAl rapidly quenched strip material exhibits an obvious flat sheet shape structure with a planar radial dimension of about 10 μ m. Thickness approx. 1 μ m. This indicates that high-energy ball milling treatment can further flatten the shape of the rapidly quenched strip. As can be seen from Figure 1 (b), after vacuum heat treatment at 350 ℃/1h, the flat sheet shape of FeSiAl powder obtained by high-energy ball milling treatment remains basically unchanged, with only a small number of fine particles agglomerating.

Fig 1
Figure 2 shows the XRD spectrum of FeSiAl powder. As can be seen from Figure 2 (a), with the prolongation of high-energy ball milling treatment time, the diffraction peaks significantly broaden; It is shown that high-energy ball milling treatment can also refine the grains. The grain sizes of these four samples were estimated by Scheller’s formula to be 35.8 nm (0 h), 14.1 nm (6 h), 13.4 nm (9 h), and 12.8 nm (12 h), respectively. It can be seen that the longer the high-energy ball milling treatment time is, the more significant the grain refinement effect is, and the more tends to nanocrystalline. In addition, observation and analysis also found that no new phase appeared in the processed granular material. Therefore, high-energy ball milling treatment enables the FeSiAl rapidly quenched material to obtain a flat sheet shape, as well as ultra-fine nanocrystalline structure. However, high energy ball milling treatment not only promotes the flattening of rapidly quenched materials, but also leads to an increase in internal defects and internal stresses in the particles, which will significantly change their microwave electromagnetic properties.

Fig 2
In order to eliminate the adverse effects of stress and defects on magnetic permeability caused by powder during high-energy ball milling treatment, the flake nanocrystalline material after high-energy ball milling treatment is subjected to heat treatment at a temperature lower than the crystallization temperature. As can be seen from Figure 2 (b), there is no obvious grain growth or new phase appearance before and after annealing treatment of the sample.
Figure 3 shows the complex magnetic permeability and complex dielectric constant spectra of FeSiAl powder samples obtained by different heat treatment processes in the range of 2 to 18 GHz. It is evident that the real part of the complex magnetic permeability of the powder samples (b) and (c) after high-energy ball milling and vacuum heat treatment is around 2 GHz μ’ And imaginary parts μ″ Compared with the powder sample (a) without annealing treatment, both of them have significant improvements (exceeding 5 and 3 at 2 GHz, respectively), and the magnetic loss bandwidth becomes wider; Real part of complex dielectric constant ε’ And imaginary parts ε″ It also decreased and showed a downward trend with increasing frequency; Through comparative analysis, it can be seen that the effect of vacuum heat treatment at 350 ℃/1h is better than that of vacuum heat treatment at 250 ℃/1h. The real part of the complex magnetic permeability of the powder sample after the former treatment is at 2 GHz μ’ And imaginary parts μ″ 6.1 and 4.3, respectively. Referring to Figure 2, it can be seen that due to the low annealing temperature, there is no grain growth phenomenon in the annealed powder; Annealing treatment can eliminate the stresses and defects generated during high-energy ball milling, further improving the microwave permeability of the material, reducing the dielectric constant, and improving the frequency response characteristics. These studies indicate that FeSiAl materials can be used for the design and preparation of microwave absorbing materials after appropriate high-energy ball milling and vacuum heat treatment.

Fig 3
The FeSiAl powder obtained by high-energy ball milling treatment for 9 hours and vacuum heat treatment at 350 ℃/1h was mixed with an epoxy resin adhesive at a mass fraction of 80% to produce a 1.5 mm thick microwave absorbing coating. Its microwave absorbing properties at 2.6 to 18 GHz are shown in Figure 4. It can be seen that the absorption peak value is around 4.2 GHz, significantly superior to the microwave absorption performance of traditional ferrite and ordinary metal powder absorbents at the low end of the microwave.
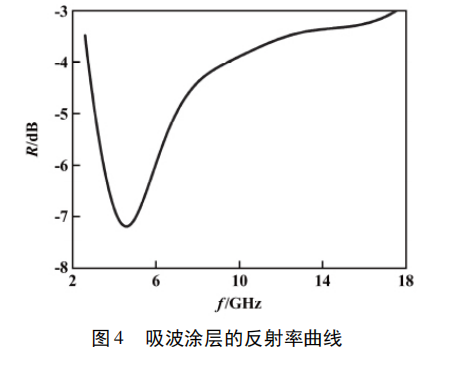
Fig 4
3. Conclusion
1) Using high-energy ball milling process to modify FeSiAl rapidly quenched strip material can obtain a flat sheet shape structure, refine its grains, and obtain a nanocrystalline structure with a grain size smaller than the exchange action length; After high-energy ball milling treatment, the microwave complex magnetic permeability of FeSiAl powder is significantly increased in both the real and imaginary parts, and the dielectric constant is effectively reduced.
2) The subsequent vacuum heat treatment process can effectively eliminate the internal stress and defects of FeSiAl powder, while maintaining the nanocrystalline structure and sheet shape, which can further improve the real and imaginary parts of the microwave complex magnetic permeability; The real part of the complex magnetic permeability at 2 GHz of the powder sample obtained by vacuum heat treatment at 350 ℃/1h μ’ And imaginary parts μ″ The absorption peak value of the 1.5 mm microwave absorbing coating prepared with them is around 4.2 GHz, which is significantly superior to the microwave absorption performance of traditional ferrite and ordinary metal powder absorbents at the low end of the microwave.

Gear Carburizing Heat Treatment Furnace Structure Composition And introduction Mesh Belt Continuous Heat Treatment Furnace Production Line Heat Treatment Process Of Extrusion Die

Contact us
Your email address will not be published. Required fields are marked *