Effect 0f Annealing Temperature On Nanocrystalline Incoloy800
Incloloy800 is a Ni-Fe-Cr alloy with Ni and Cr as its main alloying elements. With excellent mechanical properties and high temperature microstructure stability, Incloloy800 is widely used as an important structural material in aerospace and nuclear power industries [1]. The main strengthening phases of Incoloy800 alloy are Ti (C, N) and M23C6 [2]. Cao Yu et al. [3] found that when the thermal deformation temperature was lower than 950 ℃, the strain-induced precipitation effect led to the precipitation of Cr23C6 and Ti (C, N) in and out of the grain boundaries of Incoloy800 alloy under the condition of low strain rate deformation, which had a ninging effect on the migration of grain boundaries and the movement of dislocation. The activation energy of thermal deformation is increased and the dynamic recrystallization is inhibited. SUN Y et al. [4] obtained nanocrystalline grains with an average size of 50 nm by rolling nickel base alloy with large deformation at room temperature (98% deformation). After annealing at 600 ℃ for 5 h, the yield strength and ultimate tensile strength reached the peak, about 2047.5 MPa and 2142 MPa. The nano-scale γ’ precipitates and ultrafine grains are formed in the alloy, and the strength of the material is higher through the fine-grain strengthening and the second phase strengthening. At the same time, the grain boundary is nailed due to the existence of γ’ precipitated phase, which hinders the grain growth and significantly improves the thermal stability of the alloy, but the plasticity of the alloy is greatly reduced.
With the development of industrial application environment and technology, higher requirements are put forward for the comprehensive properties of the alloy. Ultrafine or nanocrystalline Fe-Ni base corrosion resistant alloy with high strength and toughness can be obtained by refining the grain with Severe Plastic Deformation (SPD). Common SPD methods are Equal Channel Angular Pressing (ECAP) and High Pressure Torsion (HPT) etc [5]. But this kind of SPD method has high requirements on the mold, difficult processing technology, and difficult to achieve large-scale industrial production. Rolling is the most commonly used and ideal process for industrial production of sheet metal. Through intense cold rolling deformation, ultrafine crystal structure can be obtained from pure titanium materials [6] and pure nickel materials [7].
In this paper, the superfine crystal material was prepared by large deformation rolling of Incoloy800 alloy. Combined with annealing treatment at different temperatures, the influence of heat treatment on the microstructure and mechanical properties of the material after cold rolling was studied, and the microstructure stability of Incoloy800 alloy after large deformation and annealing at different temperatures was discussed.
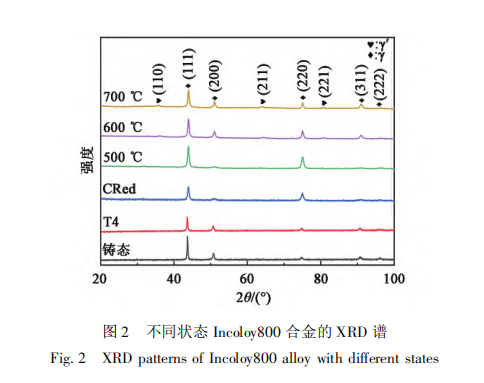

Figure 2 shows XRD curves of Incoloy800 alloy in different states. It can be seen from the figure that the alloys in solid solution state (T4) and Cold Rolled (CRed) are all FCC single-phase. However, compared with the alloy in T4 state, the diffraction peak of the alloy in CRed state is significantly wider, which is generally believed to be due to the finer grain size and higher dislocation density of the alloy leading to the wider diffraction peak [8]. The annealed alloy is mainly composed of FCC phase, indicating that the alloy has good phase stability. However, diffraction peaks (110), (211) and (221) of γ’ phase crystal surface appear during annealing, indicating a small amount of second phase precipitation. PENG J et al. [9] also found the second phase in the cold rolling and annealing process of FeCoCrNiMn high entropy alloy. γ’ phase diffraction peak intensity gradually increased with annealing temperature from 500 ℃ to 700℃, indicating that the content of precipitated phase increased gradually.
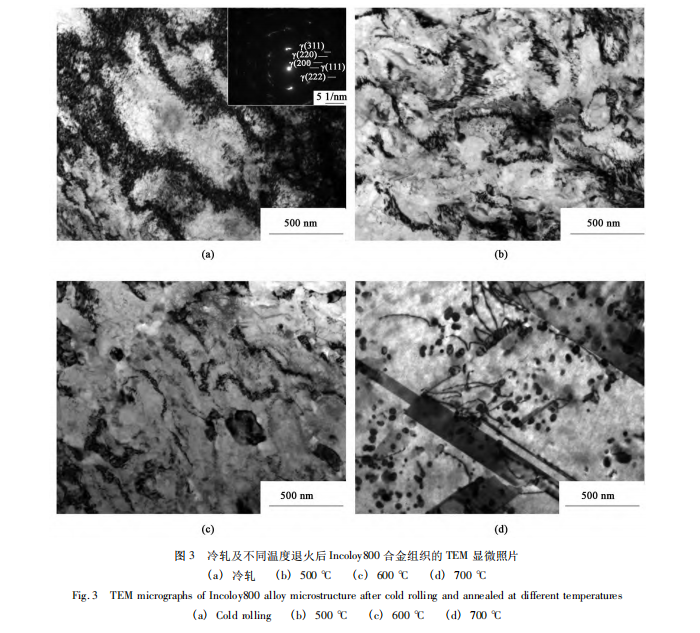
The TEM micrographs of Incoloy800 alloy after cold rolling and annealing at different temperatures are shown in Figure 3. As can be seen from Figure 3a, the matrix of cold-rolled alloy contains a large number of high density dislocation, dislocation cells and subcrystals. Large deformation rolling causes serious distortion of grain boundaries, and the grain boundaries become blurred and irregular, showing the same texture as other large deformation alloys prepared by SPD method [10]. A Diffraction spot in a Selected Area Electron Diffraction (SAED) pattern presents a continuous diffraction ring. Diffraction analysis shows that the structure consists of a single γ phase, and no second phase is introduced in the deformation process. This is completely consistent with the previous XRD analysis [11].
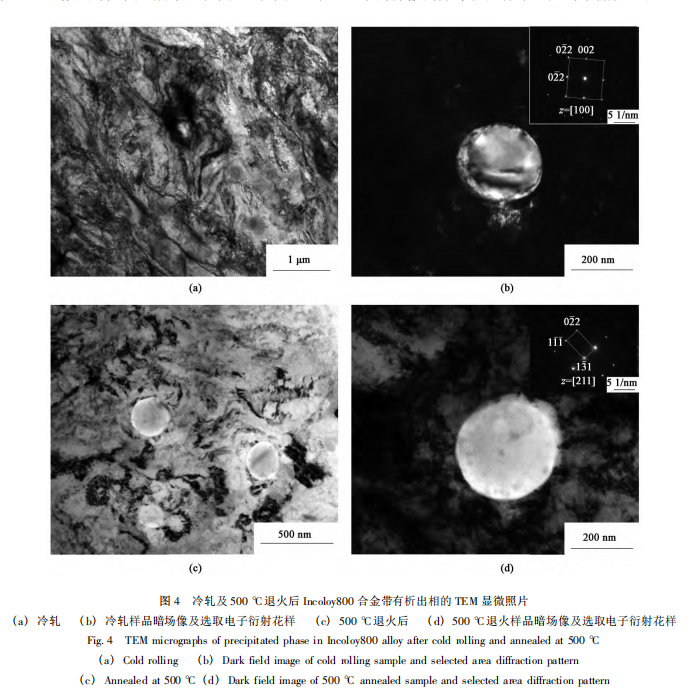
In the dark field image, it can be clearly seen that the large Angle equiaaxial crystals are uniformly distributed on the matrix, and the grain size is (55±10) nm, reaching the nanocrystalline level, indicating that the alloy has realized the nanocrystalline process by 95% large deformation rolling. As can be seen from FIG. 3b and FIG. 3c, after annealing at 500 and 600 ℃ for 1 h, the grain size is (70±10) nm, indicating that no obvious recrystallization has occurred in the sample and the microstructure of the material has not changed significantly. As can be seen from Figure 3d, after annealing at 700 ℃, dislocation density of the material is significantly reduced, dislocation from the original agglomeration into clear dislocation lines, grain boundaries become clear, and regular grains appear with a grain size of about 1.8μm. TEM micrographs of Incoloy800 alloy with precipitated phase after cold rolling and annealing at 500 ℃ are shown in Figure 4. As can be seen from FIG. 4a and FIG. 4b, very little precipitated phase of Incoloy800 alloy was precipitated at dislocation agglomeration after large deformation rolling. After EDS analysis, it was TiC, with a size of about 315 nm. As can be seen from FIG. 4c and FIG. 4d, after annealing at 500 ℃, the number of precipitated phase TiC increases, and fine and dispersed in the matrix, hindering the growth of grain.However, diffraction peaks (110), (211) and (221) of γ’ phase crystal surface appear during annealing, indicating a small amount of second phase precipitation. PENG J et al. [9] also found the second phase in the cold rolling and annealing process of FeCoCrNiMn high entropy alloy. γ’ phase diffraction peak intensity gradually increased with annealing temperature from 500 ℃ to 700℃, indicating that the content of precipitated phase increased gradually.
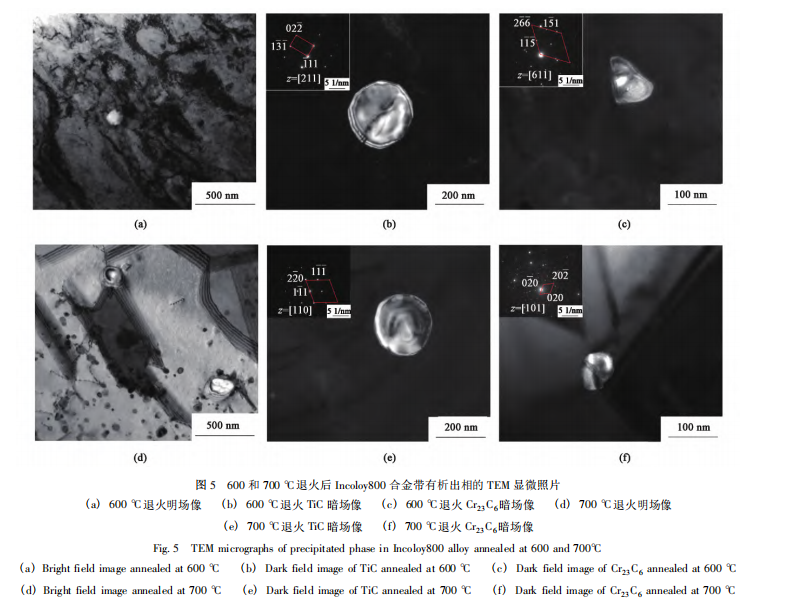
TEM micrographs of Incoloy800 alloy with precipitated phase after annealing at 600℃ and 700 ℃ are shown in Figure 5. From FIG. 5a to FIG. 5c, it can be seen that after annealing at 600 ℃, a new precipitated phase appears in the alloy, and EDS analysis shows that the composition is Cr23C6, which presents a triangular shape with a small quantity and size, maintaining at left or right of 100 nm. As can be seen from FIG. 5d ~ 5f, after annealing at 700 ℃, the number of Cr23C6 particles increases rapidly and are distributed in the matrix in a circular manner. Due to the precipitation of nano-scale carbide, the growth of grains is inhibited and dislocation motion is hindered [12-13].
Mechanical property analysis
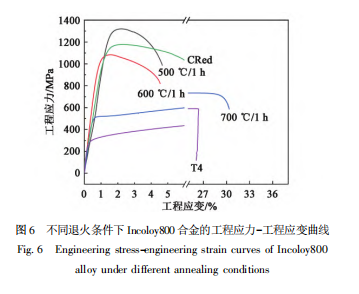
FIG. 6 shows the engineering stress-engineering strain curves of Incoloy800 alloy after cold rolling and annealing at different temperatures. Table 2 lists the tensile properties of the samples under different conditions. As can be seen from the figure, after large deformation cold rolling, the yield strength and tensile strength of Incoloy800 alloy reach 1119 MPa and 1177 MPa, which are 285. 9% and 101. 5% higher than that of solid solution (T4) material before rolling, but the plasticity of the material decreases significantly. The elongation A is only 7.1% (Table 2). The alloy necked immediately after reaching the yield point, showing low ductility and poor work-hardening ability. The strength of the superfine crystal and nanocrystalline materials prepared by SPD would increase significantly while the shape would decrease [14]. Based on the above observation of microstructure, the microstructure of the alloy after cold-rolled with large deformation contains high density dislocation and nano-level grain, so dislocation strengthening and fine-grain strengthening are the main mechanisms for improving the alloy strength [15]. After annealing at 500 ℃, the alloy microstructure shows low ductility and poor work hardening ability, and the strength of ultra-fine crystal and nanocrystalline materials prepared by SPD will significantly increase while the shape will decline [14]. Based on the above observation of microstructure, the microstructure of the alloy after cold-rolled with large deformation contains high density dislocation and nano-level grain, so dislocation strengthening and fine-grain strengthening are the main mechanisms for improving the alloy strength [15]. After annealing at 500 ℃, TiC appeared in the alloy structure, which limited the further growth of the grain and thus played the role of fine grain strengthening. Therefore, after annealing at 500 ℃, the yield strength of the material increased significantly, reaching 1310 MPa. When annealed at 600 ℃, TiC and Cr23C6 precipitated in the alloy structure, which also limited the growth of grain and contributed to the strength of the material. After annealing at 500 ℃ and 600 ℃, the plasticity of the material decreases to a certain extent. After annealing at a higher temperature of 700 ℃, the yield strength of the material rapidly decreases to 506 MPa, and an obvious yield plateau appears. The plasticity increases significantly, and the elongation reaches 31.3%.
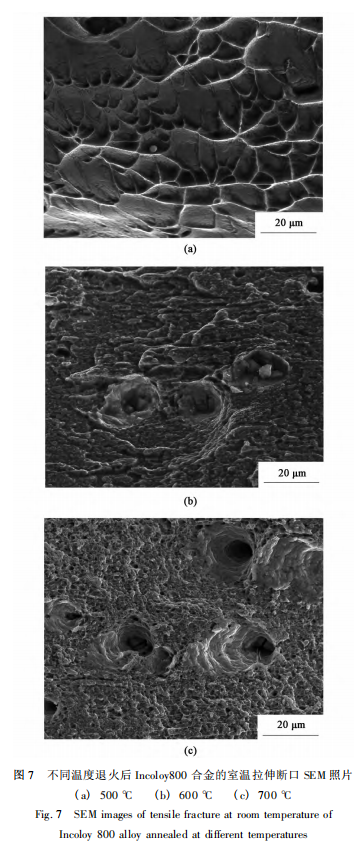
FIG. 7 shows the SEM photos of the room temperature tensile fracture morphology of nanocrystalline Incoloy800 alloy after annealing at different temperatures. SEM images of tensile fracture at room temperature of Incoloy800 alloy after annealing at different temperatures (a) 500 ℃ (b) 600 ℃ (c) 700 ℃ Fig. 7 SEM images of tensile fracture at room temperature of Incoloy 800 alloy annealed at different temperatures. At room temperature of incoloy 800 alloy annealed at different temperatures. Even after low temperature annealing, it will not obtain good plasticity like ordinary coarse crystals while maintaining a certain strength. Moreover, the plasticity of large deformation alloy after low temperature annealing will be slightly reduced [16-17]. After deheating at 500 ℃, the dimples of the samples were small and shallow, and their plasticity was slightly reduced (FIG. 7a). After annealing at 600 ℃, the fracture surface becomes flat, the number of dimples is significantly reduced, and the dimples become shsher than that of the cold-rolled sample, indicating that the fracture mode of the material is cleavage and toughness fracture, and the plasticity of the material is slightly reduced (FIG. 7b). After annealing at 700 ℃, small and dense dimples appeared on the fracture surface, indicating that the fracture mode of the material was ductile fracture, and the plasticity of the material was significantly improved (FIG. 7c).
Conclusion
(1) Incoloy800 alloy with average grain size of 55 nm was prepared by 95% large deformation rolling method.
(2) When the annealing temperature rose from 500 to 600 ℃, the existence of precipitated phase hindered the grain growth, but also hindered the dislocation movement, so the strength of Incoloy800 alloy did not decrease significantly, the grain size of the two is similar, the grain size of the alloy is still within 100 nm; After annealing at 700 ℃, the grain size of the alloy is kept within 2 μm.
(3) The yield strength of Incoloy800 alloy reached 1119 MPa after 95% large deformation rolling. Due to the presence of TiC, the yield strength of the alloy is strengthened to 1310 MPa after annealing at 500 ℃, but the ductility decreases slightly. With the annealing temperature rising to 700 ℃, the yield strength of the alloy decreases to 506 MPa, but the ductility increases significantly, and the elongation reaches 31.3% from 3.8%.

Several Matters Needing Attention In Gas Nitriding Process Gas Trolley Heat Treatment Furnace For Tungsten And Molybdenum Products Vacuum Pressure Impregnation System For Graphite Electrode

Contact us
Your email address will not be published. Required fields are marked *