Structural Evolution And Magnetic Properties Of Fe3N Nanocrystalline Films During Annealing
Single-phase nanocrystalline ε-Fe3N magnetic thin films were obtained by DC magnetron sputtering at 10% nitrogen partial pressure. The thin films were annealed in vacuum at 500, 600, 700 and 800℃, respectively. X-ray diffraction (XRD) and vibrating sample magnetometer (VSM) were used to characterize the structure and magnetic properties of samples at different annealing temperatures. The results show that the structure of ε-Fe3N samples is stable at less than 600 ℃. During the annealing process, the specific saturation magnetization of ε-Fe3N films changes little. Coercivity decreases first and then increases; The soft magnetic properties of ε-Fe3N samples annealed at 500 ℃ are the best.
Magnetic films are widely used in high density magnetic recording, magnetic fluid, magnetic sensor and microwave materials, as well as catalysis and environmental governance. Fe-N has attracted wide attention due to its stable structure, corrosion resistance, wear resistance and good magnetism [1-7]. Literature [4] studied the effects of annealing on the magnetic properties of Fe-N films with different nitrogen contents by using opposite target magnetron sputtering. In literature [5-6], the relationship between the epitaxial growth and lattice mismatch of γ ‘-Fe4N thin films and saturation magnetization was studied. Reference [7] has studied the ε-Fe3N unit mass saturation magnetic moment with grain size of 40nm. However, the relationship between lattice distortion and magnetic properties of ε-Fe3N nanocrystalline films with hexagonal structure during annealing has not been reported. Therefore, in this paper, ε-Fe3N nanocrystalline films were prepared by magnetron sputtering method, and the structural evolution and magnetic properties of the films during annealing were investigated.
Nano films were prepared on JGP-560B high vacuum magnetron sputtering equipment produced by Shenyang.

1.1 Crystal Fe-N film,
Fe target (mass fraction 99.99%) was used as sputtering target, Si (100) single crystal was used as substrate, and ultrasonic cleaned in acetone, ethanol and deionized water for 10min, blow dry, and placed on the sample rack in vacuum chamber. During the sputtering process, the substrate temperature is 350℃, the sputtering pressure is 0.8 Pa, and the sputtering power is 96W. Pure N2 gas (volume fraction is 99.99%) is used as the reaction gas, pure Ar gas (volume fraction is 99.99%) is used as the sputtering gas, and the flow rate of N2 gas is controlled by mass flowmeter and gate valve to 6.7mL/min. The flow rate of Ar gas is 60.3mL/min, and the flow ratio of N2 gas in the mixture of Ar gas and N2 gas is 10%. The film sample can be obtained by sputtering for 2h.
1.2 Annealing experiment
The vacuum magnetron sputtering equipment was used to anneal the film samples. The annealing temperature was 500-800 ℃, the pressure was 2×10-4 Pa, and after holding for 2 hours, a series of samples were obtained with the cooling of the furnace.
The phase structure of nanocrystalline Fe-N film was adopted by D8tools X-ray diffraction instrument produced by Bruker, Germany. A Cu target Kα ray source was used, the tube current was 200mA, and the tube voltage was 40kV. The hysteresis loops of the film at room temperature were measured by the vibrating sample magnetometer (VSM) model 7407 manufactured by LakeShore. AB135-S electronic balance made by Mettler/Toledo Instruments (Shanghai) Co., Ltd. was used to measure the film quality. The balance accuracy was 0.01mg.
1.3 Results and discussion
The XRD patterns of the film samples obtained at 10% nitrogen partial pressure and the samples annealed at different temperatures in vacuum are shown in Figure 1. As can be seen from curve a in Figure 1, the sample is single-phase ε-Fe3N, but the diffraction peak of the sample is wide and the strength is weak, that is, the sample has a low degree of crystallization and a small grain size. The grain size of ε-Fe3N sample (111) is about 10nm by Scherrer’s formula. Curves b and c in FIG. 1 show that the annealed samples all maintain the single-phase ε-Fe3N structure characteristic, and the diffracting peaks become narrower and the intensity increases, in which the relative intensity of ε-Fe3N (111) diffraction peaks increases obviously. With the increase of annealing temperature, the crystallization degree of the sample increases, the grain size becomes larger and grows optimally along the (111) square direction. The (111) diffraction peak of the sample annealed at 500 ℃ has slightly shifted to the lower Angle direction than before annealing, and the (111) diffraction peak of the sample annealed at 600℃ has a tendency to move to the higher Angle than that of the sample annealed at 500 ℃ and 600℃, indicating that the ε-Fe3N film sample prepared in this paper has been annealed at 500 ℃ and 600℃. The crystal lattice underwent two processes of expansion and contraction respectively, which was due to the small grain size of the initial sample and the large specific surface energy and internal pressure. After annealing at 500 ℃, the grain size increased, while the specific surface energy and internal pressure decreased, resulting in the crystal expansion [8]. After annealing at 600 ℃, the crystal lattice shrank. This is due to the high temperature annealing in vacuum, which causes a small number of N atoms in the ε-Fe3N structure to exit and form a structural defect of N vacancy [9]. Curve d in Figure 1 shows that most of the ε-Fe3N phases become γ ‘-Fe4N. As can be seen from curve e in Figure 1, most of the samples are converted to α-Fe except for a small amount of γ ‘-Fe4N.
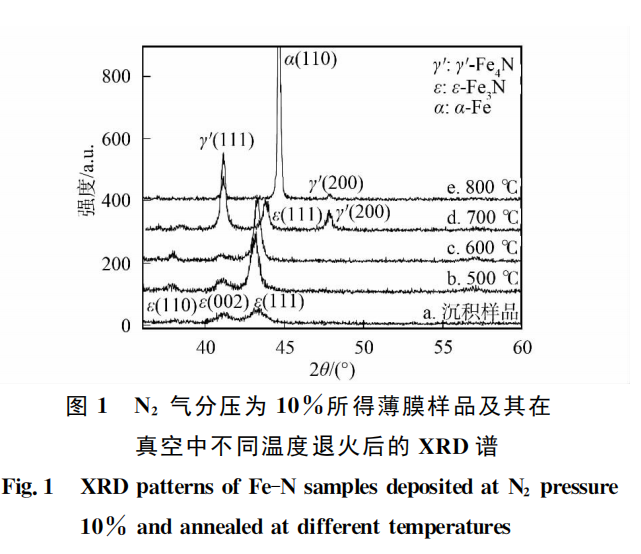
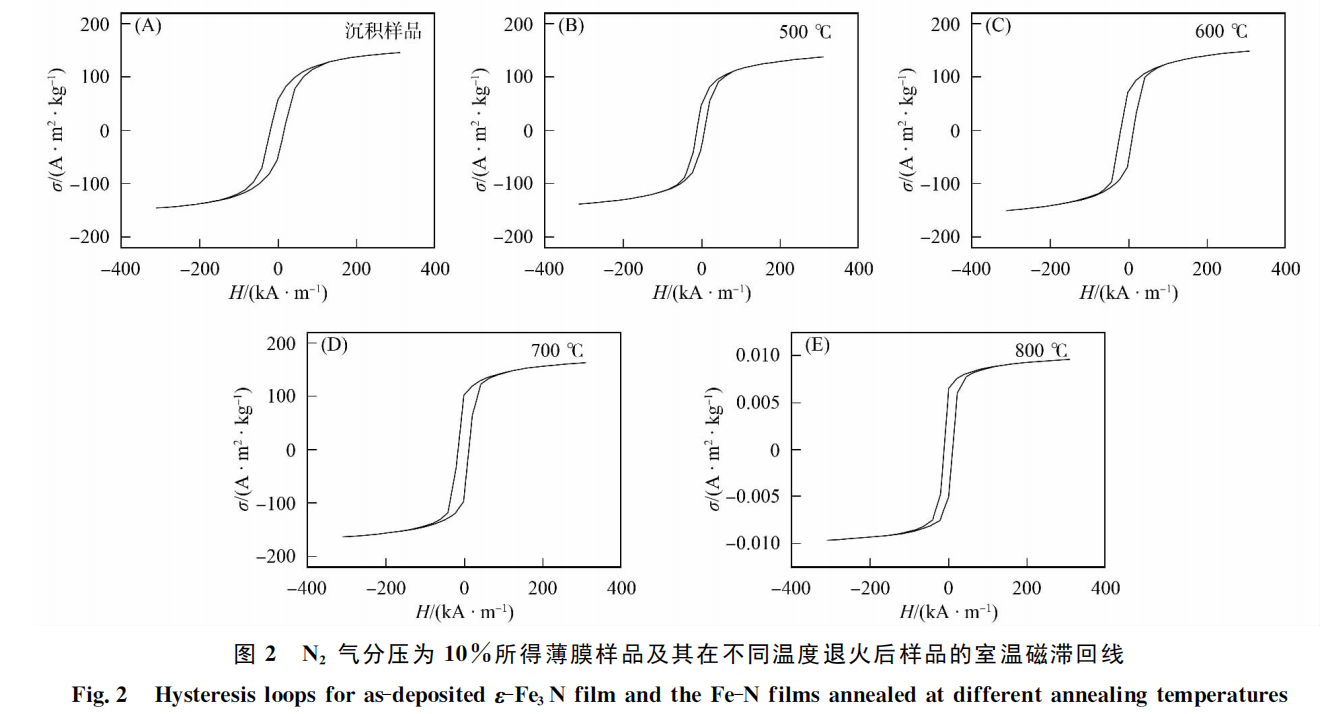
FIG. 2 shows the temperature hysteresis loops of the film samples with 10% nitrogen partial pressure during annealing. The specific saturation magnetization and coercivity of the film samples are listed in Table 1.
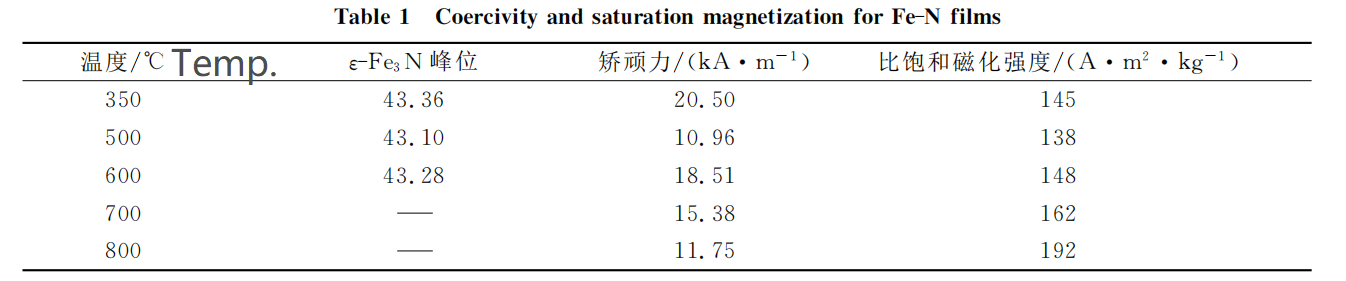
As can be seen from Table 1, the specific satiety, magnetic strength and coercivity of the undegraded ε-Fe3N thin film sample are 145 A·m2 / kg and 20.5 kA/m, and all the samples reach saturation quickly under the action of magnetic field. The coercivity of the film samples annealed at 500 ℃ is much lower than that of the samples not annealed at 500 ℃, and the change of the specific saturation magnetization is small, which is consistent with the results in literature [3,10]. When the annealing temperature is 600℃, the coercivity increases obviously, which is due to the high temperature annealing which causes a small number of N atoms in the ε-Fe3N structure to escape and form N vacancy structure defects. The magnetic properties of samples annealed at 700 ℃ and 800 ℃ are due to the structural phase transition.
In conclusion, the single-phase ε-Fe3N film samples obtained at 10% nitrogen partial pressure can maintain a stable structure when the annealing temperature is less than 600℃, and with the increase of annealing temperature, the grain first expands and then shrinks. Compared with the saturation magnetization, the coercivity decreases first and then increases, and the ε-Fe3N samples annealed at 500 ℃ have the best soft magnetic properties.

Learn More :
Silicon Steel Sheet Iron Core Annealing Furnace Automobile Piston Ring Nitriding Process Effect of Secondary Transverse Magnetic Field Heat Treatment on Soft Magnetic Properties of FeSiBCuNb Nanocrystalline Magnetic Cores

Contact us
Your email address will not be published. Required fields are marked *