Heat Treatment Process Control Of Magnetic Properties Of FeCuNbSiB Nanocrystals
In order to meet the low-loss requirements of large-capacity and high-frequency transformers for large-scale nanocrystalline iron cores, the heat treatment process of 50mm high nanocrystalline iron cores was explored, and two typical nanocrystalline alloys Fe73.5Cu1Nb3Si15.5B7 and Fe73.5Cu1Nb3Si13.5B9 ( The influence of heat treatment temperature (330~600℃) on the static and dynamic magnetic properties of the iron core (B7 and B9 for short). The results show that the nanocrystallization of B7 and B9 alloys started at 420℃, much earlier than 500℃ which is usually considered. The two alloys have the lowest core loss when annealed at 550 and 580°C respectively; while the annealed at 500 and 550°C respectively have the best static magnetic properties, that is, the highest magnetic permeability and the lowest coercive force. After applying transverse magnetic field annealing, the loss of B7 alloy is further reduced, (0.5T/20k) reaches 7.3W/kg, which is the lowest core loss reported so far. Based on the series of data, the fractal formula of core loss is established, and the prediction accuracy is verified by the experimental results.
Iron-based nanocrystalline alloy FeCuNbSiB is characterized by its excellent soft magnetic properties such as high magnetic permeability, low loss, low magnetostriction coefficient, high saturation magnetic induction, and low cost without containing noble metal elements such as Co and Ni. It has aroused great research interest and a wide range of applications . At present, the annual output of iron-based nanocrystalline strips has basically reached 10,000 t/year, and its iron cores and devices have been widely used in common mode/filter inductors, high frequency/pulse transformers, voltage/current transformers, switching power supplies, electromagnetic shielding and other fields , which meets the development trend requirements of power electronics technology towards high frequency, high efficiency, miniaturization, green safety, etc., and has become one of the core functional materials in the field of electromagnetic materials [3-5]. Especially with the rapid development of consumer electronics, wireless charging, new energy vehicles, energy saving and environmental protection, the demand for high-quality wide-width nanocrystalline materials at home and abroad is showing a rapid growth trend. Large-capacity high-frequency transformers (capacity ≥ 200 kV·A) are key core equipment in the fields of flexible AC power transmission, new energy (photovoltaic and wind power, etc.) grid connection, AC-DC hybrid distribution network, electric locomotive traction, and grid-side energy storage One of [6-8]. Among them, the nanocrystalline iron core is the key to improving the capacity, operating frequency and efficiency of high-frequency transformers, reducing the size and increasing the power density, and is the “heart” of high-frequency transformers. Due to the limitation of cooling conditions, high-frequency transformers have extremely high requirements for core loss [9-10]. The most typical representative of iron-based nanocrystalline alloys is the Finemet series invented by Yoshizawa [1], the classic composition is Fe73.5Cu1Nb3Si13.5B9, and the corresponding domestic grade is 1 K107. With the development of nanocrystalline alloys in the direction of thinner and wider and the advancement of composition-performance control technology, 1 K107 B, namely Fe73.5Cu1Nb3Si15.5B7 alloy, was born. Annealing of nanocrystalline alloys is a process in which α-Fe(Si) nanocrystals are precipitated from amorphous precursors and evolve into a dual-phase structure, which basically determines the soft magnetic properties of materials and iron cores[1, 11- 12]. Long-term research results show that as the size of the nanocrystalline iron core increases, the inhomogeneity of its annealed structure and the difficulty in controlling its properties increase. In this paper, the influence factors of the annealing process of the 50 mm wide nanocrystalline ribbon winding core on the microstructure and soft magnetic properties are studied, and the lowest core loss known so far is obtained, which can be used for the development and development of large-scale nanocrystalline iron cores. Application provides theoretical reference.
Effect of Annealing Temperature on Magnetization Curve of Nanocrystalline Alloy
In order to study the effect of annealing temperature on the saturation magnetic induction of nanocrystalline alloys, the magnetization curves of B7 and B9 alloys annealed at different temperatures were measured, as shown in Fig. 1 and Fig. 2 respectively. The maximum magnetic induction at 1 000 A/m Marked as Bm. It can be seen from Fig. 1 and Fig. 2 that as the annealing temperature Ta increases from 330°C to 600°C, the magnetization curves of the two nanocrystalline alloys all show phase-difference shapes, and the curves change from circular arcs to L shape, then a steep L-shape, and finally a straight line, indicating that the magnetic properties have changed greatly after annealing at different temperatures. According to the shape characteristics of the magnetization curve, combined with the annealing temperature range, the magnetization curve can be divided into four stages, corresponding to four magnetization states, namely hard magnetization state, relatively easy magnetization state, easy magnetization state and extremely hard magnetization state, listed in Table 1. The following uses the magnetization curve of B7 alloy and Figure 1) as an example to illustrate this feature.
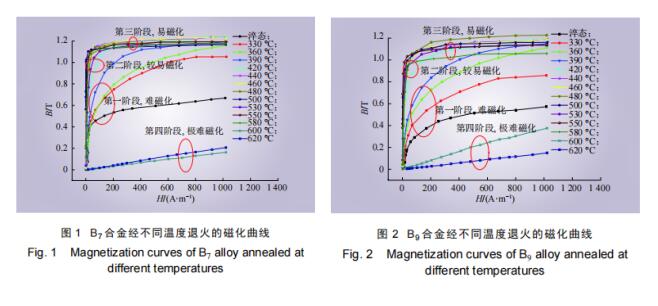
First stage (arc shape, difficult magnetization state, quenched state and Ta≤390°C): in the quenched state, the B7 alloy is in an amorphous state with stress, and the maximum magnetic induction Bm value is very low, only 0.64 T. As the annealing temperature gradually increases, the magnetization curve gradually becomes steeper from the arc shape, and the obtained Bm value also increases gradually, from 1.05 T after annealing at 330°C to 1.17 T after annealing at 390°C. The magnetic properties began to improve.
Stage 2 (L-shaped, easily magnetized state, Ta=420~480°C): As the annealing temperature increases, the magnetization curve of the nanocrystalline alloy becomes steeper and tends to be L-shaped. The B7 alloy at this stage can obtain a higher magnetic induction value under a small external magnetic field, and the external magnetic field that makes the magnetic induction tend to be saturated decreases with the increase of the annealing temperature. For example, after annealing at 420°C, the substantially saturated applied magnetization field is about 300 A/m, and after annealing at 460°C, the substantially saturated magnetization field is reduced to 100 A/m. In addition, the maximum magnetic induction Bm at this stage generally increases, and after annealing at 420°C, the Bm value reaches 1.24 T. With the continuous increase of annealing temperature Ta, the soft magnetic properties of nanocrystalline alloys are further improved.
Stage 3 (steep L-shaped, easily magnetized state, Ta=500~580°C): As the annealing temperature continues to increase, the magnetization curve of the B7 alloy becomes very steep. Compared to the previous stage, the magnetization field to substantially saturate the alloy is smaller, less than 50 A/m. Among them, the magnetization curve of the B7 alloy annealed at 500°C is the steepest. Under the low external magnetization field of H=3.47 A/m, the measured magnetic induction value has reached 1.03 T, indicating that it is in a state of easy magnetization, which also shows that Nanocrystalline alloys reach their optimum state at this stage.
Stage 4 (linear, extremely difficult magnetization state, Ta≥600°C): With the further increase of annealing temperature, the magnetization curve of the alloy is basically linear. After annealing at this temperature, the measured magnetic inductance value of the nanocrystalline alloy is greatly reduced. For example, the Bm of B7 alloy annealed at 600°C is reduced to 0.13 T, which is about 1/9 of the Bm value annealed at 500-580°C. This shows that the nanocrystalline alloy is extremely difficult to magnetize after annealing at 600~620°C.
It can be seen from Figure 1 and Figure 2 that after annealing at Ta≤420°C, the magnetic induction values of B7 and B9 alloys increase rapidly as the temperature increases. However, the Bm values of the two alloys reached the highest when annealed at 420°C and 480°C, respectively, 1.24 T and 1.23 T, and the specific reasons need to be analyzed. After annealing at 500~580°C, the magnetic induction value shows a gentle trend under a large external magnetic field, and the change is not obvious, and the maximum magnetic induction Bm is 1.14~1.23 T. After annealing at 600~620°C, the nanocrystalline alloy is in a weak magnetic state with a very low Bm value.
It can be seen from the previous results that the two nanocrystalline alloys were annealed at Ta≤390°C, and no α-Fe(Si) phase was precipitated. The quenched alloy has internal stress caused by rapid solidification, which makes it difficult for the alloy to be magnetized, resulting in a small measured Bm value. As the annealing temperature gradually increases, a large number of atoms and atomic clusters undergo diffusion and migration activities, solid defects and cavities continue to move, the internal stress of the alloy is released and eliminated, and the stress-induced anisotropy also decreases, which reduces the difficulty of alloy magnetization . This can explain the phenomenon in Figure 1 and Figure 2 that after annealing at Ta≤390°C, the Bm value increases with increasing temperature. And after Ta=420~580°C annealing, the α-Fe(Si) phase precipitates, which has a higher saturation magnetic induction Bs than the intergranular amorphous phase, because the total Bs value of the nanocrystalline alloy is determined by the respective component phases Bs and its relative amount are determined [11], resulting in an overall increase in the Bm value of the dual-phase structure nanocrystalline alloy, and tends to be stable when the α-Fe(Si) phase reaches 80% .
Effect of annealing temperature on magnetostriction coefficient of nanocrystalline alloy
The relationship between the saturation magnetostriction coefficient λs and the annealing temperature of the two nanocrystalline alloys is shown in Fig. 3. It can be seen from Figure 3 that the saturation magnetostriction coefficients of the two alloys have a similar law to the annealing temperature, that is, both increase first to reach a peak value and then decrease to the lowest value close to 0, and then increase in the “N” shape law. After the B7 alloy was annealed at 530°C, the λs reached the minimum value of 1.83×10–6. While the B9 alloy annealed at 550°C reached the minimum λs of 5.41×10–6. It can be seen that the B7 alloy with high Si content has the lowest λs value annealed at 500~550°C. This result is consistent with the research results of Herzer et al. that is, the λs value of nanocrystalline alloys can be reduced with an appropriate increase in Si content.
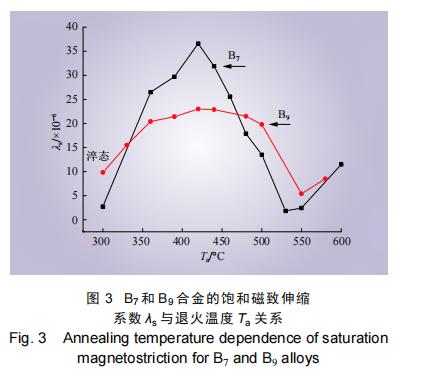
Since the silicon atom content of the α-Fe(Si) crystalline phase of the b.c.c structure is about 20%, it is a negative value, while that of the intergranular amorphous phase is a positive value [18]. From Fig. 3 and formula (1), it can be known that the λs-Ta curves of the two nanocrystalline alloys have a sudden change at 420°C, that is, the λs value changes from a continuous increase to a continuous decrease, indicating a negative magnetostriction The coefficient of α-Fe(Si) crystallization phase begins to precipitate and contribute at 420°C, reducing the overall λs value of the dual-phase nanocrystalline alloy. Based on the results of the previous magnetization curves, that is, the B m value after 420°C annealing is significantly higher than that of 390°C annealing, it can be seen that the α-Fe(Si) phase is probably precipitated after 420°C annealing, much earlier than The generally accepted 500°C is close to the 430°C reported by Ohnuma’s group.
Effect of annealing temperature on the coercive force of nanocrystalline alloys Figure 6 shows the relationship between the coercive force Hc of nanocrystalline B7 and B9 alloys and the annealing temperature Ta.
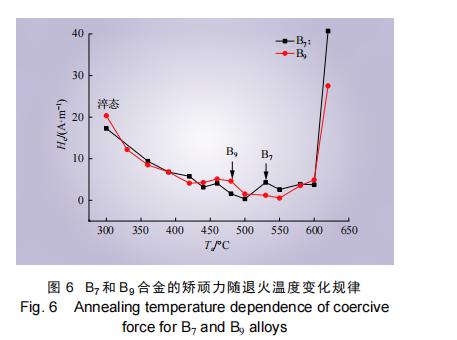
It can be seen from Figure 6 that the coercivity of the two nanocrystalline alloys basically presents a V-shaped trend that first decreases and then increases with the increase of annealing temperature. The lowest coercive force value of B7 alloy obtained after annealing at 500°C is 0.34 A/m. The lowest coercivity value of B9 alloy obtained after annealing at 550°C is 0.51 A/m. The coercive force decreases from annealing at 330°C, and the internal stress originating from the amorphous alloy is released. After annealing at 420~580°C, the α-Fe(Si) nanocrystalline phase is precipitated from the amorphous precursor, and the alloy at this stage is composed of α-Fe(Si) phase and amorphous phase. As the annealing temperature increases, the volume fraction of the α-Fe(Si) phase increases, the ferromagnetic exchange coupling between grains is enhanced and reaches the optimum, the effective magnetic anisotropy is greatly reduced, the coercive force reaches the lowest value, and the soft The magnetic properties are optimal at 500~550°C. When annealed above 550°C, the relative content of α-Fe(Si) phase and intergranular amorphous phase changes, and the ferromagnetic exchange coupling deviates from the optimal state, resulting in an increase in coercive force with increasing annealing temperature. Annealing at 600°C and above results in a sharp increase in the coercive force because the precipitated borides have large magnetic anisotropy. Since the crystallization process of FeCuNbSiB nanocrystalline alloys is always accompanied by the first precipitation of Cu clusters[22-23], based on the results obtained above, the crystallization process of nanocrystalline alloys can be summarized as shown in Figure 7 below, namely its The crystallization process consists of steps such as ideal amorphous state, precipitation of Cu clusters, nucleation and precipitation of α-Fe(Si) phase, and coexistence of α-Fe(Si) phase and remaining amorphous phase.
Effect of Annealing Temperature on Loss of Nanocrystalline Alloy
According to the effect of annealing temperature on microstructure evolution and optimal static magnetic properties (Bm, λs, μi, μm, Hc) obtained above, the heat treatment process for dynamic magnetic properties was comprehensively optimized. The loss Pcm of two nanocrystalline alloys (Fe73.5Cu1Nb3Si15.5B7 and Fe73.5Cu1Nb3Si13.5B9) annealed at different temperatures was measured under the conditions of working magnetic induction Bm=0.05~1.0 T and frequency f=1~20 kHz. The loss after annealing at different temperatures has similar characteristics to the magnetic induction and frequency, so only the typical working magnetic induction Bm=0.5 T is selected for specific analysis, as shown in Figure 8 and Figure 9.
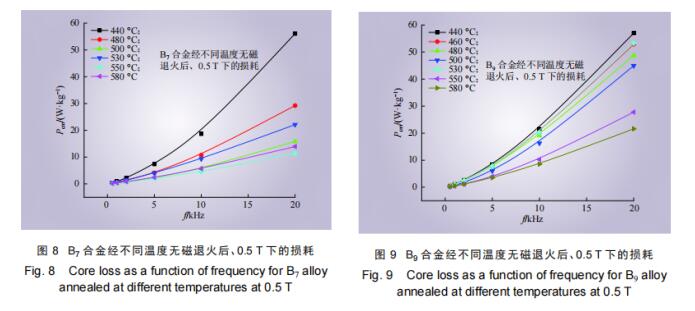
It can be seen from Figure 8 and Figure 9 that, for the two nanocrystalline alloys, the loss basically decreases with the increase of annealing temperature. However, if the annealing exceeds 580°C, the soft magnetic properties will deteriorate, and it will be in a state of extremely difficult magnetization, so it will not be evaluated. Among them, the lowest loss of Fe73.5Cu1Nb3Si15.5B7 alloy is obtained by annealing at 550°C, and continuing to increase the temperature will increase the loss. Therefore, the B7 alloy has the best dynamic performance and the lowest loss after annealing at 550°C, with a specific Pcm (0.5 T/20 k) of 11.4 W/kg (with a strip thickness of 18 μm), see Figure 8. The lowest loss of Fe73.5Cu1Nb3Si13.5B9 alloy is obtained by annealing at 580°C, and the loss Pcm (0.5 T/20 k) is 21.6 W/kg (with a thickness of 26 μm), see Figure 9. For the B9 alloy, the loss after annealing at 440~530°C is not much different, and both are relatively high. After annealing at Ta≥550°C, the loss decreases significantly. For FeCuNbSiB nanocrystalline alloy, after annealing at 480~550°C, the volume fraction of crystallized phase increases rapidly, but after annealing at 550~580°C, the growth rate of volume fraction gradually slows down, reaching 70%~80%[17, 24 ]. Based on the above results, it can be seen that the B7 and B9 alloys have the best static magnetic properties, that is, the highest magnetic permeability and the lowest coercive force when annealed at 500 and 550°C, respectively, while the annealed at 550 and 580°C
Annealing has the lowest core loss, ie the best dynamic performance. The microstructure at the optimal dynamic performance is almost the same as that at the static optimal state, both of which are uniformly precipitated α-Fe(Si) crystallized phase embedded in the remaining amorphous matrix, but due to the higher annealing temperature, when the dynamic performance is optimal The volume fraction of α-Fe(Si) crystallized phase is higher than that when the static magnetic properties are optimal. There are three possible reasons for this [16]: (1) Although the ferromagnetic exchange coupling effect between α-Fe(Si) grains is weaker than that of the static optimal state at dynamic optimum, it is still strong. (2) Compared with the static optimum, the α-Fe(Si) crystallization phase precipitated more will further refine the magnetic domains at high frequencies and enhance the pinning effect on the domain wall displacement, thereby reducing the loss. (3) The higher the volume fraction of the crystallized phase, the smaller the distance between the nanoscale α-Fe(Si) grains, and the smaller the grain distance, the lower the loss.
Conclusion
The effects of annealing at different temperatures on the microstructure and soft magnetic properties of nanocrystalline alloys Fe73.5Cu1Nb3Si15.5B7 and Fe73.5Cu1Nb3Si13.5B9 were studied, and the lowest core loss known so far was obtained, which is summarized as follows.
(1) With the increase of annealing temperature, the magnetization curves of the two alloys experienced arc-shaped, L-shaped, steep L-shaped and linear shape changes, corresponding to hard magnetization, easy magnetization, easy
The state of 4 different stages of magnetization and extremely hard magnetization;
(2) As the annealing temperature increases, the saturation magnetostriction coefficients of the two alloys show an “N” shape law that first increases, reaches a peak at 420°C, decreases rapidly, and then increases again. Among them, the saturation magnetostriction coefficient of B9 alloy reaches the minimum value of 5.41×10–6 after annealing at 550°C, and the magnetostriction coefficient of B7 alloy obtained after annealing at 530°C is even smaller, which is 1.83×10–6;
(3) After B7 and B9 alloys were annealed at 500 and 550°C, respectively, the static magnetic properties were the best, that is, the highest initial magnetic permeability and maximum magnetic permeability, and the lowest coercive force. Among them, B7 alloy μi=6.93×104, μm=40.4×104, Hc=0.34 A/m. B9 alloy μi=4.74×104, μm=23.7×104, Hc=0.51 A/m;
(4) The results of the magnetostriction and magnetization curves show that the two nanocrystalline alloys start to precipitate the α-Fe(Si) phase when annealed at 420°C, much earlier than the generally believed 500°C;
(5) B7 and B9 alloys have the best dynamic magnetic properties after non-magnetic annealing at 550 and 580 °C, respectively, and their loss Pcm (0.5 T/20 kHz) is 11.4 W/kg and 21.6 W/kg, respectively;
(6) Using transverse magnetic field annealing can further reduce the loss of Fe73.5Cu1Nb3Si15.5B7 alloy, the lowest value Pcm (0.5 T/20 kHz) is 7.3 W/kg, the core height is 50 mm; 0.5 f1.42Bm2.27
(7) The loss fractal prediction formula of B7 alloy iron core annealed by transverse magnetic field under different frequency and magnetic induction is Pc m =, and the accuracy of its prediction has been confirmed by the measured results.

Preparation Work Before Gas Nitriding Of Workpiece Research Progress On Annealing Process Of Amorphous Nanocrystalline Soft Magnetic Alloys QPQ Salt Bath Liquid Nitriding Process Characteristics And Application
Contact us
Your email address will not be published. Required fields are marked *