Automobile Piston Ring Nitriding Process
Hangzhou Ruiqin Mechanical Equipment co., LTD. is a manufacturer specializing in the production, design and manufacture of industrial furnaces, according to years of research and experience accumulated martensitic stainless steel piston ring nitriding production process.
Automobile, motorcycle engine towards high speed, lightweight, long life, low fuel consumption in the direction of development, put forward high demand the performance of piston ring, adopting high carbon high chromium martensitic stainless steel wire forming manufacturing piston rings, make through nitriding surface hardening layer of technology development success, make the martensite stainless steel piston ring nitride has been widely used.
Compared to traditional methods, the use of pit type gas nitriding furnace or gas soft nitriding furnace for piston ring of gas nitriding process, the production process to overcome the martensitic stainless steel piston ring passivation membrane to remove, push not into and non-uniform permeability layer, the deformation problems, make the piston ring product performance has improved significantly.
For this reason, this production process adopts pit type gas soft nitriding furnace. A certain volume of liquid containing chlorine is placed in the well type gas soft nitriding furnace, and the martensitic stainless steel piston ring is placed in the nitriding furnace, and then the nitriding is carried out.Due to the effect of liquid containing chlorine, martensite stainless steel passivation membrane on the surface of the piston ring for removal, carbonitriding layer distribution is more homogeneous and faster, little deformation after nitriding, the abradability of the piston ring after the product and the fatigue strength increased significantly, and improve the corrosion resistance and abrasion resistance, make the products of the technical indicators reached international advanced level.
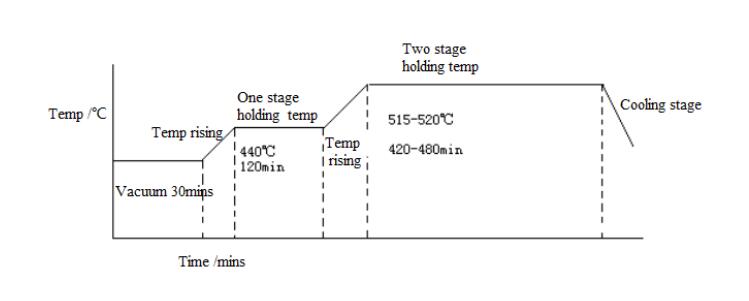
Piston ring scraping nitriding process:
Destressing – pickling – sand blast – drying – nitriding – cooling
Destressing: well type tempering furnace, temperature 420-450℃, time 120min, according to the core shaft to determine the required diameter before nitriding shall be subject to.
Pickling: concentrated acid (concentrated hydrochloric acid)15-30min, more shaking, pickling should pay attention to the situation, when the oxide skin produced by the stress becomes gray, take it out with your hand, if you can wipe it off, you can enter the next process.
Sandblasting: pressure 0.4-0.6Mpa, repeated 4 times (if necessary, can be sprayed a few more times), before sandblasting, change the water in the sandblasting machine, after changing water, but also add a certain proportion of white corundum and metal detergent.
Drying: well type tempering furnace, 120℃, the drying shall prevail.
Nitriding: due to the developed process of nitriding, nitriding must be checked whether the pipe, water pipe is smooth, whether the sealing ring leaks air, whether the power supply is energized, exhaust 30min, air pressure 0.15mA ammonia flow 800-1000ML, furnace pressure 120-150Pa.
Loading the furnace: clamping, in the ring between the ring to retain a certain gap
Cooling: after the process is completed, turn off the power supply, turn on the blower at the furnace temperature of 480℃, and come out at about 180℃ during this period, ammonia should be continued.
Catalysts in the nitriding process:
1. Carbon tetrachloride (CCl4): in the second stage of temperature control, the infusion time is 60-90min, the infusion amount is 8-12 drops /min
Ammonium chloride (NH4C1): take NH4C1 bottle cap 2 bottle cap, with sand and NH4CL evenly with the ring into the furnace, on the bottom of the folder basket
Note: if NH4Cl is used as the catalyst, the decomposition rate of ammonia is somewhat low, about 25-35%.
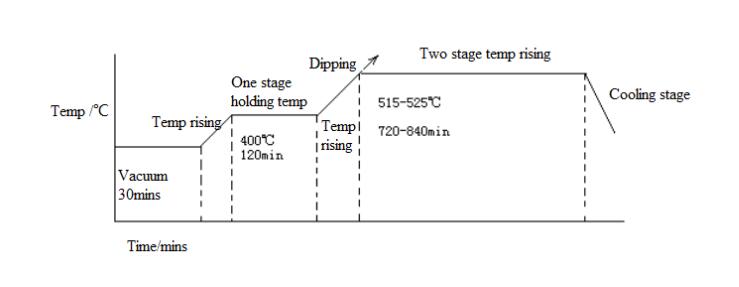
Piston ring air ring nitriding process:
Oil removing – pickling – sand blast – drying – nitriding – cooling
Oil removal: chemical oil removal (Na0H+NaN03)25-35min, with no water beads hanging on the ring body shall prevail.
Pickling: concentrated hydrochloric acid, 15-30min, more shaking, pickling should pay attention to the situation, when the oxide scale produced by the finalization becomes gray, take it out, wipe it with your hand, if you can erase it, you can enter the next process.
Sand blasting: pressure 0.4- 0.6MA, repeated 4 times (if necessary, can be sprayed a few more times), before sandblasting, change the water inside the sandblasting machine, after changing water, but also add a certain proportion of white corundum and metal detergent drying: well type furnace, 120℃, to the drying shall be
Nitriding: due to the formulated process of nitriding, nitriding must check the air pipe, whether the water pipe is smooth, whether the sealing ring leaks air, whether the power supply is energized, exhaust 30min, air pressure 0.15MNA ammonia flow rate 1500-2000ML, the pressure in the furnace 180-220Pa into the furnace: clamping, retaining a certain gap between the ring and the ring .
Decreasing temperature: after the process is completed, turn off the power supply, turn on the blower when the furnace temperature is 480℃, and put it out when the furnace temperature is about 180℃. During this period, it is necessary to turn off the power supply. Continue to pass the ammonia, and close the ammonia 30min before out of the furnace.
Note:
Catalysts in the nitriding process:
Carbon tetrachloride (CCl4): start infusion at the second stage of temperature control, the time is 120min, and the infusion amount is 8-12 drops /min
Each nitriding furnace must remove the residual nitride in the furnace, clean with a vacuum cleaner (before ring into the furnace).
Each nitriding 7-8 furnace should be denitrogenous treatment, empty furnace or filling tooling denitrogenous treatment, temperature 690℃, time 300-360min, after denitrogenous cleaning with dilute hydrochloric acid, after cleaning ammonia gas empty furnace or filling tooling nitriding 1-3h, temperature 480-510℃.
With the rise of the hydriding temperature, the surface hardness decreases, the surface hardness mainly determines the Ni-divergence of the dry chloride, the Ni-divergence is large, the hardness is high, with the rise of the temperature, the nitride compounds gradually gather, the Ni-divergence decreases, so the surface hardness of the permeability layer decreases, with the rise of the nitriding temperature, the amount of deformation increases, the hardness and wear resistance decreases.Nitriding temperature, holding time and ammonia decomposition rate are three important process parameters of gas nitriding process. They, as well as the performance of the material itself, determine the speed of nitriding, the depth of nitriding layer, hardness and brittleness, etc. The ammonia flow rate is large, the decomposition rate is small, the ammonia flow rate is small, the decomposition rate is large, the ammonia decomposition rate is high reasons:
1. Too high temperature
2. The appearance of the ammonia bottle is frozen
3. Insufficient ammonia pressure
Ammonia contains too much water
Nitriding ammonia flow can not be too small, keep more than 800ml, so as to avoid the lack of nitrogen atoms absorbed by the workpiece resulting in the nitriding layer is not deep.

Learn More :
Structural Evolution And Magnetic Properties Of Fe3N Nanocrystalline Films During Annealing QPQ Salt Bath Liquid Nitriding Process Quality Defect Analysis Improvement of Cementation Process for 20Mn2 Automobile Snow Chains

Contact us
Your email address will not be published. Required fields are marked *