Effect of Annealing Process on Soft Magnetic Properties of FeSiBCuNb Alloys
Fe-based amorphous nanocrystalline alloys have excellent soft magnetic properties due to their low average magnetic anisotropy and magnetostriction coefficient. However, the magnetic permeability of Fe-based amorphous nanocrystalline materials decreases rapidly with the increase of frequency, which cannot meet the needs of high-frequency electronic components. Therefore, this paper carried out research on the influence of different heat treatment processes on high-frequency soft magnetic properties. In this paper, heat treatment techniques such as conventional nitrogen protection heat treatment, hot isostatic pressing and magnetic field heat treatment are used to study the improvement of soft magnetic properties of 1K107 series amorphous nanocrystalline alloys at different annealing temperatures. The soft magnetic properties such as the crystal structure of the iron-based amorphous strip, the inductance L of the magnetic core and the magnetic loss Ps were measured by X-ray diffractometer, precision magnetic component tester and soft magnetic AC equipment. The comprehensive analysis draws the following conclusions:
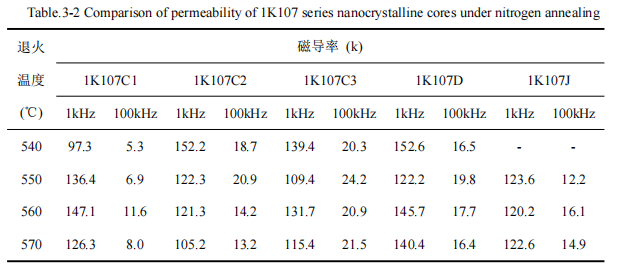
1) The optimum annealing temperatures of 1K107C1, 1K107C2, 1K107C3, 1K107D, and 1K107J strip magnetic cores for conventional nitrogen protection heat treatment are 560 ℃, 550 ℃, 550 ℃, 550 ℃, and 560 ℃, respectively, and their low-frequency (1 kHz) effective permeability The maximum values of magnetic permeability are 147.1k, 152.2k, 139.4k, 152.6k, and 123.6k respectively, and the maximum effective permeability of high frequency (100 kHz) is 11.5k, 20.9k, 24.2k, 19.8k, 16.1k, Among them, 1K107C2 and 1K107D strip cores have the highest effective permeability at low frequency (1 kHz) after conventional nitrogen protection heat treatment.
2) After the 1K107 series nanocrystalline magnetic core undergoes secondary transverse magnetic annealing, its low-frequency effective permeability decreases and its high-frequency effective permeability increases. The optimum annealing temperatures for secondary transverse magnetic heat treatment of 1K107C1, 1K107C2, 1K107C3, and 1K107D strip cores are 500 °C, 420 °C, 440 °C, and 420 °C, respectively, and their low-frequency (1 kHz) effective permeability is 69.0k, 95.7k, 81.8k, 75.7k, and high frequency (100 kHz) effective permeability are 24.2k, 29.9k, 31.5k, 26.3k respectively, among which the 1K107C3 strip core has the highest high frequency (100 kHz) effective permeability.
3) After the 1K107C1 and 1K107J strip cores are subjected to conventional nitrogen protection heat treatment at 560 ℃, their low-frequency (1 kHz) effective magnetic permeability is 147.1k and 120.2k respectively, and their high-frequency (100 kHz) effective magnetic permeability is 11.6 k, 16.1k. However, after hot isostatic pressing at 560 ℃, the effective permeability at low frequency (1 kHz) is 103.4k and 131.7k; the effective permeability at high frequency (100 kHz) is 19.0k and 13.4k, respectively. The hot isostatic pressing process can improve the high-frequency soft magnetic properties of 1K107C1 alloy.
4) Based on the analysis of the influence of three annealing processes on the energy of high-frequency cores, the best annealing process for 1K107C1 cores is secondary transverse magnetic heat treatment, followed by hot isostatic pressing, and the worst process effect is conventional nitrogen heat treatment . After the 1K107C1 magnetic core has undergone conventional nitrogen heat treatment, hot isostatic pressing, and secondary transverse magnetic heat treatment annealing, its high-frequency (100 kHz) effective permeability is 11.6k, 19.0k, and 24.2k, respectively. However, 1K107C2 and 1K107C3 strip cores have the highest effective permeability at high frequency (100 kHz) after secondary transverse magnetic field heat treatment, reaching 29.9k and 31.5k respectively.
5) Among the magnetic core samples subjected to conventional nitrogen protection heat treatment, 1K107C2 and 1K107C3 nanocrystalline magnetic cores have good stress resistance only at low frequencies, and 1K107C3 and 1K107D nanocrystalline magnetic cores have good stress resistance only at high frequencies performance. 1K107 series strip cores have good stress resistance at low and high frequencies after hot isostatic pressing and secondary transverse magnetic heat treatment respectively. Among them, the secondary transverse magnetic heat treatment is the best annealing process.

1. Heat Treatment Technology of Fe-based Amorphous and Nanocrystalline Alloys
Fe-based amorphous nanocrystalline alloys have good soft magnetic properties at a certain volume fraction of crystallized phases [32]. Annealing is an important method for the crystallization of amorphous alloys. At present, there are three main annealing processes for amorphous alloys: vacuum heat treatment, atmosphere controlled heat treatment and magnetic field heat treatment.
(1) Vacuum heat treatment
Vacuum heat treatment refers to the technology of changing the properties of samples at a specific holding temperature and holding time in a vacuum environment. The “vacuum” mentioned here is a state of air pressure below atmospheric pressure. Vacuum heat treatment has the advantages of no oxidation, less volatilization, and no increase or decrease of non-metallic elements.
(2) Atmosphere controlled heat treatment
Atmosphere controlled heat treatment refers to a heat treatment technology that passes specific inert gases (such as nitrogen, argon, etc.) during annealing to protect samples from oxygen. Inert gas protection is used during the crystallization process of Fe-based amorphous alloys to ensure that the furnace is heated evenly while ensuring that the samples are not oxidized and improve the performance of Fe-based nanocrystals. At present, the atmosphere-controlled heat treatment focuses on the annealing time, annealing temperature, heating rate and cooling method [33-36].
(3) Magnetic field heat treatment
Magnetic field heat treatment can change the uniaxial anisotropy of magnetic domains, adjust the easy magnetization direction of magnetic domains, and design hysteresis loops of different shapes [37]. In order to obtain certain magnetic properties, the alloy will be subjected to magnetic field heat treatment at an annealing temperature lower than the Curie temperature Tc. According to the positional relationship between the direction of the applied magnetic field and the direction of the magnetic core, it can be divided into three types: longitudinal magnetic field heat treatment, transverse magnetic field heat treatment and rotating magnetic field heat treatment. Among them, longitudinal and transverse magnetic field heat treatment (as shown in Fig. 1-4 [37]). Among them, longitudinal magnetic field heat treatment can reduce the coercive force, magnetostriction coefficient and initial permeability, and increase the squareness of the hysteresis loop; transverse magnetic field heat treatment can reduce the coercive force and magnetic loss, change the magnetic domain structure, and the easy magnetization axis changes from the longitudinal It becomes transverse; rotating magnetic field heat treatment has the characteristics of transverse and longitudinal magnetic field heat treatment, which can reduce coercive force and suppress induced anisotropy.
2. Heat treatment of strip cores
An important means to optimize the properties of Fe-based amorphous and nanocrystalline alloys is to adjust the heat treatment process. There are many factors affecting the soft magnetic properties of Fe-based amorphous nanocrystalline alloys by heat treatment process, including holding temperature, holding time, heating rate and cooling method. By adjusting the process parameters, the microstructure of the alloy can be changed and the stress can be eliminated, so as to obtain excellent soft magnetic properties. In this paper, the 1K107 series amorphous and nanocrystalline magnetic cores are annealed by three heat treatment processes: conventional nitrogen protection heat treatment (NA), magnetic field heat treatment (MA) and hot isostatic pressing (HIP).
(1) Conventional nitrogen protection heat treatment process
The equipment used for conventional nitrogen protection heat treatment is a vacuum tube furnace model NBD-O1200-60IT, as shown in Figure 2-4. In each step before heat treatment, it is necessary to avoid unnecessary additional stress on the magnetic core during the annealing process. The first step is the lofting step. Place the prepared amorphous magnetic cores in a certain order in a flat-bottomed quartz ark for annealing, then put the quartz ark into the quartz tube, then seal the quartz tube and lock the valve. ; Secondly, carry out the steps of vacuuming and washing, the air in the quartz tube is taken out, and the nitrogen gas with a purity of 99.99% is introduced to about 110MPa, then the vacuum is pumped again and the nitrogen gas is introduced to about 110 MPa, and then the valve is opened to communicate with the atmosphere , set the gas flow rate to 200 mL/min; finally set the temperature curve, start heating, and anneal under flowing nitrogen; after the heat preservation is over, air cool to 150 °C to take out the sample.
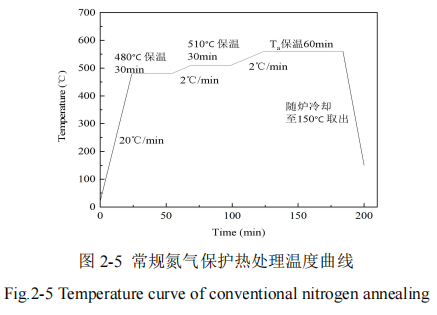
In order to allow the furnace and the magnetic core to be heated evenly, pre-annealing is performed at two temperatures of 480 °C and 510 °C, respectively. The specific temperature curve (as shown in Figure 2-5) is: from room temperature at 20 °C/min to 480 °C for 30 min; then at 2 °C/min to 510 °C for 30 min; after pretreatment, continue at 2 ℃/min to the annealing temperature Ta (Ta=540, 550, 560, 570 ℃) for 60 minutes.
(2) Magnetic field heat treatment process
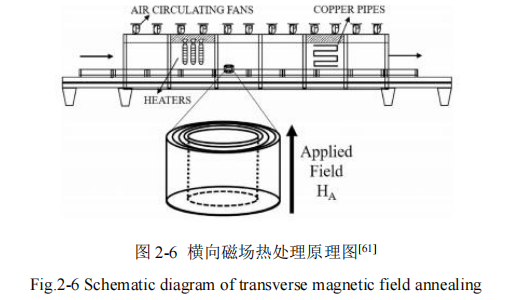
The steps of magnetic field heat treatment are: first, place the crystallized magnetic cores that have undergone conventional nitrogen protection annealing treatment on the support frame in a certain order, then seal the cavity, and lock the valve; secondly, vacuumize and Gas washing step, pump out the air in the furnace cavity, close the valve after the pressure in the furnace shows about 10 MPa, then feed nitrogen with a purity of 99.99% to about 101 MPa, repeat the vacuuming and washing steps 2~3 Finally, set the temperature curve, start the cooling system, start the heating, anneal under the nitrogen condition of about 50 MPa, when the temperature rises to 100 ℃, apply a certain strength of the transverse external magnetic field (see Figure 2-6[61] for details) To the end of annealing; after the heat preservation is over, cool down to room temperature with the furnace and take out the sample.
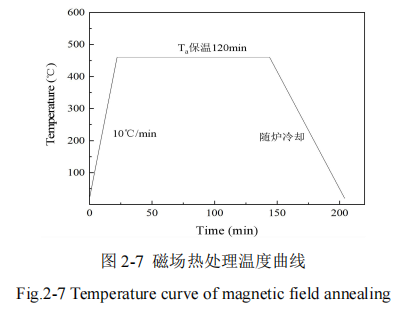
In order to obtain a higher high-frequency effective magnetic permeability, the optimum annealing temperature of 550 °C was selected in the conventional nitrogen protection heat treatment process (the high-frequency effective magnetic permeability of the core is the highest), and then these high-frequency soft magnetic properties are optimized The magnetic core is placed in a heat treatment furnace with a constant transverse magnetic field of 800 Gs for secondary annealing. The specific temperature curve (see Figure 2-7) is: from room temperature at 5 ℃/min to the annealing temperature Ta (Ta=360~500 ℃, with an interval of 20 ℃) for 120 min.
(3) Hot isostatic pressing process
According to the size of the high-frequency effective magnetic permeability, the optimum annealing temperature is selected in the nitrogen heat treatment process, and the magnetic core sample is subjected to hot isostatic pressing at this annealing temperature. First put the amorphous magnetic cores into the crucible in a certain order, and then put the crucible in the hot isostatic pressing furnace; then after vacuuming, argon gas with a purity of 99.99% is introduced to keep the pressure during the heat treatment at 20 MPa. Left and right; finally set the temperature curve, start heating, and air cool to 150 ℃ after the heat preservation is over to take out the sample.
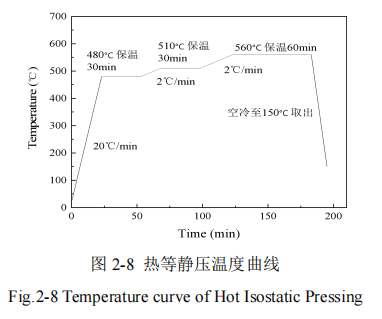
The specific temperature curve (see Figure 2-8) is: from room temperature at 20 °C/min to 480 °C for 30 min; then at 2°C/min to 510°C for 30 min; after pretreatment, continue at 2 °C/min min Rise to the annealing temperature Ta (Ta=560℃) for 60 min.
3. Effect of nitrogen heat treatment process on soft magnetic properties of FeSiBCuNb system amorphous nanocrystalline magnetic core
3.1 Analysis of as-quenched structure and thermal stability of FeSiBCuNb series amorphous industrial strip
In this paper, industrial strips with grades of 1K107C1, 1K107C2, 1K107C3, 1K107D, and 1K107J are used to study the annealing process. The XRD spectrum of the quenched state is shown in Figure 3-1. It can be seen from Figure 3-1 that the characteristic steamed bread peak of the amorphous state appears around 2θ=45°, 1K107C2 and 1K107C3 have no obvious crystallization peaks at other positions, 1K107C1, 1K107D and 1K107J have been partially crystallized, and at 2θ = 65 ° position has a crystallization peak with a lower peak value.
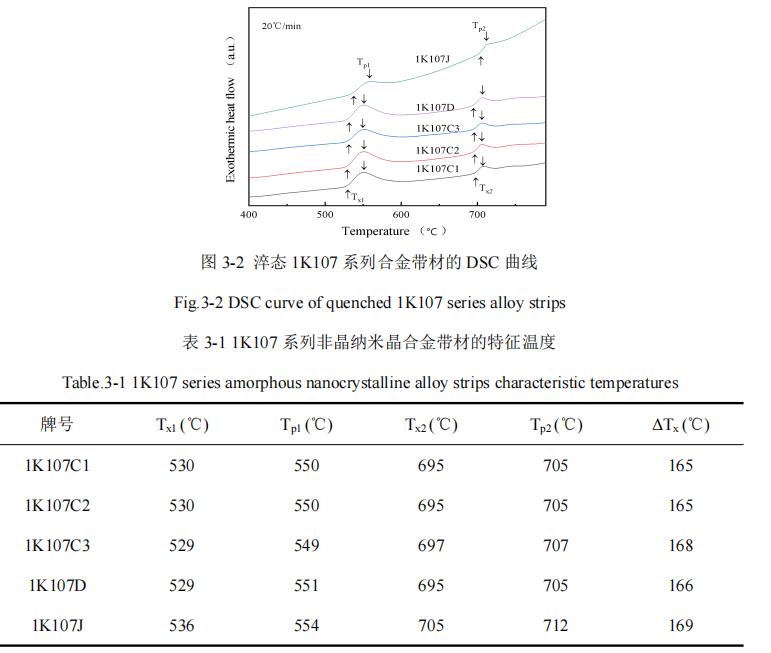
The characteristic temperature of DSC is the main basis for heat treatment process design. For Fe-based amorphous nanocrystalline alloys, the first initial crystallization temperature Tx1, the first crystallization peak temperature Tp1 and the Curie temperature Tc are important references for the selection of annealing temperature. Figure 3-2 is the DSC curve of as-quenched 1K107 series Fe-based alloy strip. It can be seen from the figure that all Fe-based alloy strips have two obvious exothermic peaks. When the first initial crystallization temperature is reached, the first exothermic peak appears, and α-Fe begins to precipitate, and the crystallization at Tp1 maximum rate. When the second initial crystallization temperature is reached, the FeB hard magnetic phase will start to precipitate, resulting in the deterioration of the magnetic properties of the alloy.
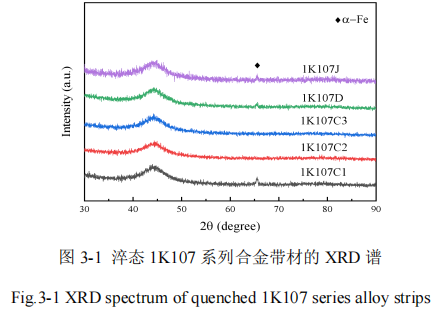
Table 3-1 shows the characteristic temperature of 1K107 series amorphous and nanocrystalline alloy strips. The crystallization temperature of the first phase of the Fe-based amorphous nanocrystalline alloy strip is about 530 °C, the peak temperature is about 550 °C, and the second phase crystallization temperature is about 695 °C. Therefore, according to the characteristic temperature of DSC, 540 ℃ ~ 570 ℃ was selected as the annealing temperature of conventional nitrogen protection heat treatment, and the temperature interval was 10 ℃.
3.2 Effect of conventional nitrogen protection heat treatment on the performance of the magnetic core
3.2.1 Analysis of the phase structure of FeSiBCuNb alloys at different annealing temperatures
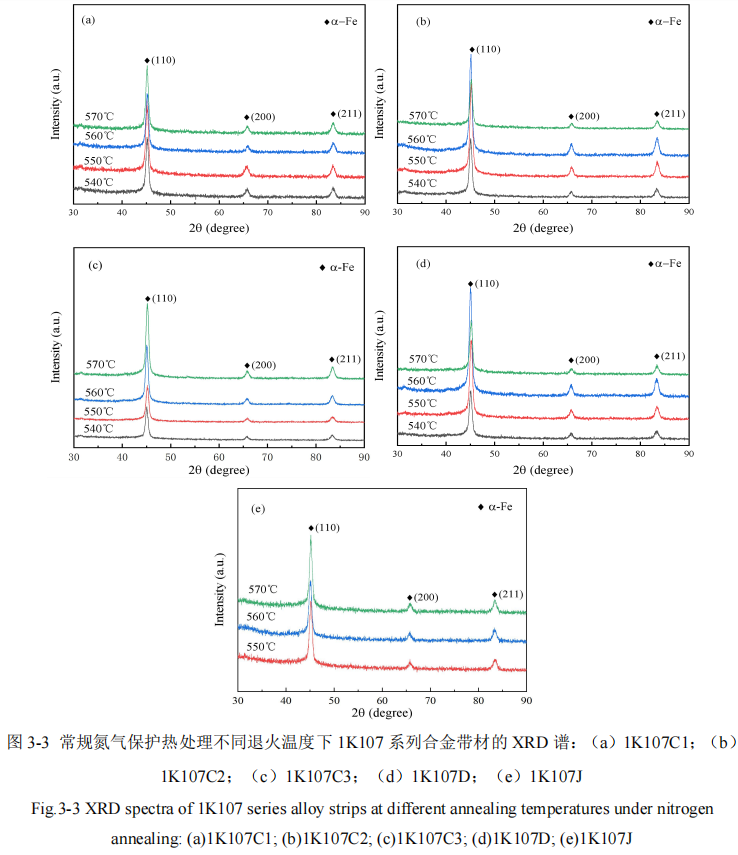
Conventional nitrogen protection heat treatment is a common means to change the structure and properties of alloys. It can cause amorphous alloys to precipitate crystal phases to change the magnetostriction coefficient λs. When λs≈0, nanocrystalline alloys with excellent magnetic properties can be obtained. Figure 3-3 (a-e) shows the XRD spectra of 1K107 series strip cores after conventional nitrogen protection annealing at 540~570 ℃. It can be seen from the XRD spectrum that all samples have sharp crystallization peaks around 2θ=45 °, 65 °, and 83 °, indicating that the BCC α-Fe phase has been precipitated from the amorphous, corresponding to (110), (200 ) and (211) crystal planes. Moreover, the intensity of the crystallization peak changes with the annealing temperature, indicating that the volume fraction of the α-Fe phase also changes. Generally, excellent soft magnetic properties can be obtained when the volume fraction of crystallized phase is about 64~70%[64]. Therefore, the volume fraction of crystallized phase should be controlled by annealing temperature and annealing time, and grain size and microstructure uniformity should be considered at the same time. and other influencing factors.
3.2.2 Analysis of different annealing temperatures on the soft magnetic properties of FeSiBCuNb alloys
(1) Effect of annealing temperature on the coercive force of the magnetic core
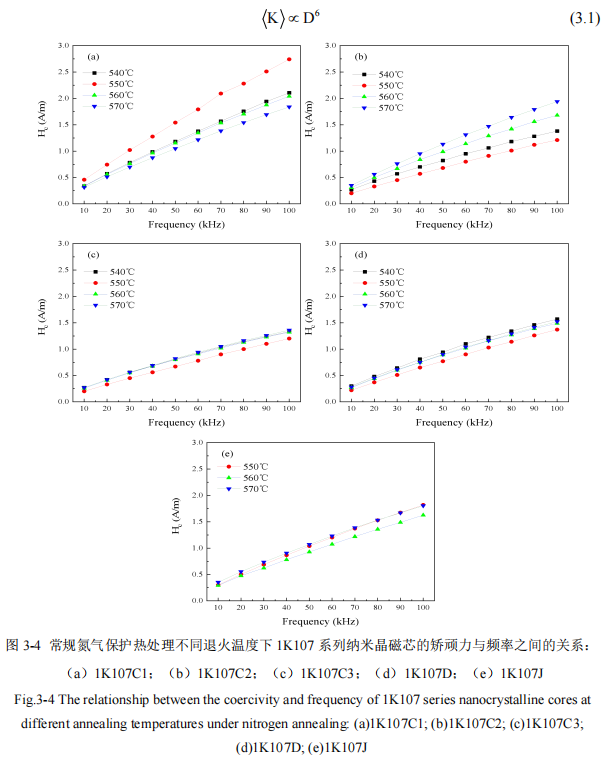
The grain size is affected by the pre-formed and newly-formed crystal nuclei at the same time. Controlling the annealing temperature and holding time can correspondingly limit the precipitation of the crystal phase and the growth of the grains. Proper pretreatment is conducive to the formation of Cu clusters and obtains more Uniform tissue structure. Figure 3-4(a-e) shows the relationship between coercive force and frequency of each nanocrystalline ribbon core. Comparing the coercivity at the same frequency, the 1K107C1, 1K107C2, 1K107C3, 1K107D, and 1K107J strip cores were annealed at 570 ℃, 550 ℃, 550 ℃, 550 ℃, and 560 ℃, respectively. (10~100 kHz) coercive force is lower than other annealing temperature core coercive force. For the coercivity changes of 1K107C1, 1K107C2, 1K107C3, 1K107D, and 1K107J nanocrystalline magnetic cores, the random anisotropy model [65] can be used to explain the changes in their magnetic properties. Therefore, in nanostructured soft magnetic materials, the coercive force Hc is proportional to the sixth power D6 of the grain size. The smaller the grain size, the lower the coercive force and the smaller the magnetic domain pinning potential energy, showing more excellent soft magnetic properties [63].
From Figure 3-4 (a-e), it is found that the coercive force of 1K107 series nanocrystalline magnetic cores gradually increases with the increase of the frequency of the AC signal. The minimum coercive forces at 100 kHz are 1.84 A/m, 1.21 A/ m, 1.20 A/m, 1.37 A/m, 1.63 A/m. Among the five strip cores, the 1K107C3 strip core has the lowest coercive force at 100kHz.
After the 1K107C1 and 1K107J strip cores are annealed at 570 ℃ and 560 ℃ respectively, compared with other strip cores, the low and high frequency coercivity is larger. The reason is that 1K107C1 has a smaller curvature diameter. The uniform elastic strain of the magnetic core can be judged according to Hooke’s law: ε=d/2r, where d is the thickness of the strip, and r is the minimum relaxation radius of curvature of the strip. It can be seen from the formula that the bending stress due to the size of the toroidal core is proportional to 1/r. Therefore, the bending stress of 1K107C1 and 1K107J strip cores is higher than that of other strip cores. As the stress increases, the pinning potential of the magnetic domains also increases, hindering the movement of the domain walls. Increasing the saturation magnetic polarization Js of Fe-based amorphous nanocrystalline alloys can improve the anomalous coercive force [66].
(2) Effect of annealing temperature on the effective magnetic permeability of the magnetic core
The magnetic permeability represents the magnetic permeability of the magnetic core, and its value directly affects the design of the coil. In the atmosphere protection heat treatment process, because the magnetic domains are relatively irregular, the displacement of the magnetic domain wall is the main factor affecting the magnetic permeability [40]. Figure 3-5(a-e) shows the relationship between effective permeability and frequency of 1K107 series nanocrystalline magnetic cores under conventional nitrogen protection heat treatment and different annealing temperatures. It can be found from the figure that when the frequency of the AC signal increases, the effective permeability of the five strip cores all decreases rapidly. The reason is that the sample that has been heat-treated under conventional nitrogen protection is cooled by air cooling, and rapid cooling can obtain fine grains and low magnetocrystalline anisotropy, which is conducive to the movement of magnetic domain walls. Combining formulas (1.5) and (1.9), it can be seen that the rapid decrease of high-frequency magnetic permeability is directly related to parameters such as damping coefficient and skin depth.
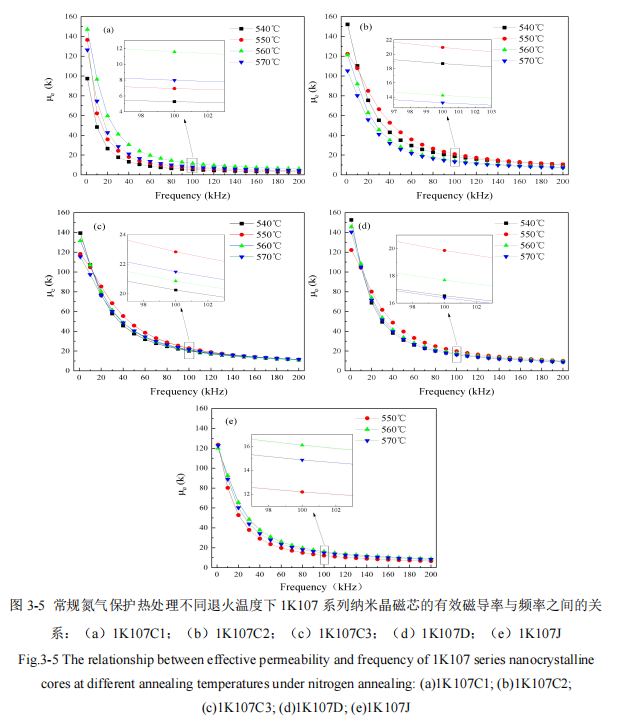
Combined with Figure 3-5 (a-e) and Table 3-2, it is found that 1K107C1, 1K107C2, 1K107C3, 1K107D and 1K107J strip cores have the highest The low-frequency (1 kHz) effective permeability is 147.1k, 152.2k, 139.3k, 152.6k, and 123.6k respectively; after they are annealed at 560 ℃, 550 ℃, 550 ℃, 550 ℃, and 560 ℃, they have the highest The effective permeability of high frequency (100 kHz) is 11.6k, 20.9k, 24.2k, 19.8k, 16.1k respectively. Comparing the five strips, the 1K107D strip core has the highest low frequency (1 kHz) effective permeability after being annealed at 540 °C, and the 1K107C3 strip core has the highest high frequency (100 kHz) effective permeability after being annealed at 550 °C. Conductivity.
After the 1K107 series alloy strip magnetic core is annealed at different temperatures, the change of its magnetic permeability is mainly affected by factors such as the difference in its structure, thermal shock and residual stress caused by air cooling. Among them, obtaining a suitable grain size and volume fraction is an important condition for improving the magnetic permeability [35].
(3) Effect of annealing temperature on core loss
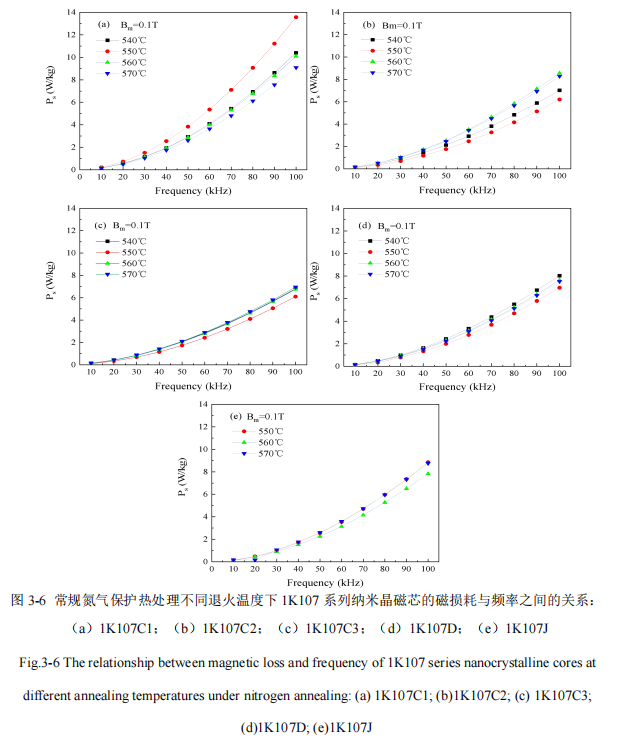
The value of magnetic loss directly reflects the energy consumption of the magnetic core. Figure 3-6(a-e) shows the relationship between magnetic loss and frequency of 1K107 series nanocrystalline magnetic cores under conventional nitrogen protection heat treatment at different annealing temperatures. From Fig. 3-6(a-e), we can find the change trend of the five nanocrystalline magnetic cores: as the frequency increases, the magnetic loss also gradually increases.
1K107C1, 1K107C2, 1K107C3, 1K107D and 1K107J strip cores have the lowest high-frequency (100 kHz) magnetic losses after annealing at 570 ℃, 550 ℃, 550 ℃, 550 ℃ and 560 ℃, respectively, which are 9.08 W/kg, 6.20 W/kg, 6.10 W/kg, 6.96 W/kg, 7.83 W/kg. According to the formulas (1.15) and (1.16), it can be known that the coercive force will affect the hysteresis loss, and the thickness of the strip will affect the eddy current loss. Among the five strip cores, the 1K107C3 strip core has the lowest coercive force and the thinnest strip thickness, so its magnetic loss is also the lowest.
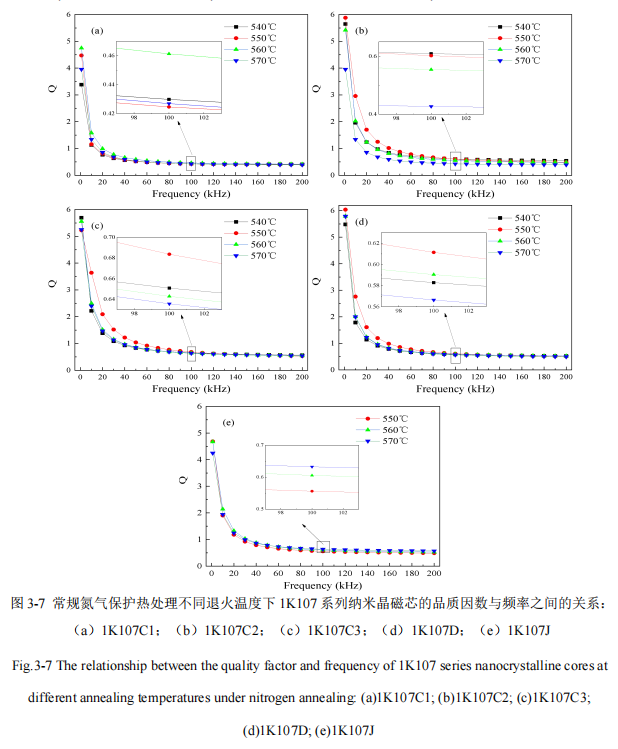
(4) Effect of annealing temperature on the core quality factor
Under the action of an alternating magnetic field, the dynamic magnetization and energy conversion of the magnetic core will be accompanied by energy storage and consumption. The quality factor can be used as an important index to measure the performance of the magnetic core, the higher the value, the better the performance.
Figure 3-7(a-e) shows the quality factor of 1K107 series nanocrystalline cores after annealing. The quality factor Q of the five strip cores decreases gradually with the increase of frequency, and the quality factor varies greatly from 1 kHz to 10 kHz, which is related to the change of magnetic permeability with frequency. The 1K107C1, 1K107C2, 1K107C3, 1K107D and 1K107J strip cores have the largest low frequency (1 kHz) figure of merit after annealing at 560 ℃, 550 ℃, 540 ℃, 550 ℃ and 550 ℃, respectively, which are 4.75, 5.88 and 5.70 , 6.04, 4.68. Of the five strip cores, the 1K107D strip core has the largest figure of merit at low frequencies (1 kHz).
1K107C1, 1K107C2, 1K107C3, 1K107D and 1K107J strip cores have the largest high-frequency (100 kHz) quality factors after annealing at 560 ℃, 540 ℃, 550 ℃, 550 ℃ and 560 ℃, respectively, which are 0.46, 0.61, 0.68, 0.61, 0.61. Of the five strip cores, the 1K107C3 strip core has the largest figure of merit at high frequencies (100 kHz).
(5) Effect of annealing temperature on impedance
Figure 3-8(a-e) shows the relationship between impedance and frequency of 1K107 series nanocrystalline magnetic cores under conventional nitrogen protection heat treatment at different annealing temperatures. It can be seen from the figure that the impedance of the four strip cores increases gradually with the increase of the test frequency.
1K107C1, 1K107C2, 1K107C3, 1K107D and 1K107J strip cores are annealed at 560 ℃, 540 ℃, 540 ℃, 540 ℃ and 550 ℃, respectively, and have the largest low frequency (1 kHz) impedance, which are 0.79Ω, 0.96Ω, 0.88Ω, 0.96Ω, 0.71Ω. Of the five strip cores, the 1K107C2 and 1K107D strip cores have the highest low frequency (1 kHz) impedance.
1K107C1, 1K107C2, 1K107C3, 1K107D and 1K107J strip cores have the largest high-frequency (100 kHz) impedance after annealing at 560 ℃, 550 ℃, 550 ℃, 550 ℃ and 560 ℃, respectively, which are 14.60 Ω and 25.32 Ω , 26.73Ω, 23.75Ω. Of the five strip cores, the 1K107C3 strip core has the highest high frequency (100 kHz) impedance.
3.2.3 Effect of conventional nitrogen protection heat treatment on the stress resistance of the magnetic core
Collisions or shocks are easy to occur in actual production and logistics transportation. In order to ensure the quality of magnetic core products, it is necessary to ensure that their soft magnetic properties are basically not affected by stress.
In order to better explore the effect of conventional nitrogen protection heat treatment on the stress resistance performance of 1K107 series nanocrystalline magnetic cores,The magnetic core sample after annealing at the optimal temperature is selected as the research object. Among them, 1K107C1, 1K107C2,The optimal annealing temperature of 1K107C3, 1K107D and 1K107J strip cores in conventional nitrogen protection heat treatment process560 ℃, 550 ℃, 550 ℃, 550 ℃, 560 ℃ respectively.
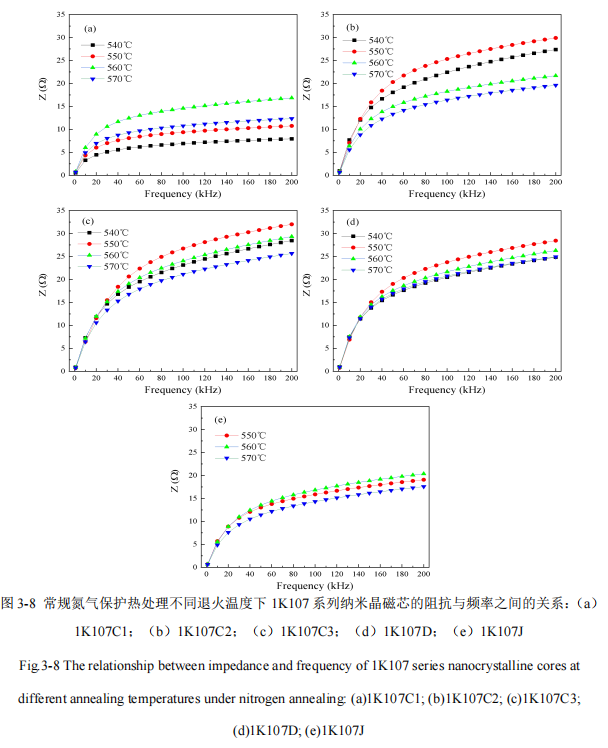
Figure 3-9 (a-e) shows the stress resistance performance parameters of the 1K107 series nanocrystalline magnetic core after heat treatment at the optimum annealing temperature. 1K107C1, 1K107C2, 1K107C3, 1K107D, and 1K107J nanocrystalline cores have low frequency (1 kHz) effective permeability of 147.1k, 122.3k, 109.4k, 122.2k, 120.2k before stress; , their low-frequency (1 kHz) effective permeability are 120.4k, 126.7k, 111.3k, 102.4k, 36.4k, respectively, and the change ranges before and after stress are 18.2%, 3.6%, 1.7%, 16.2%, 69.7% %. It can be seen that the 1K107C2 and 1K107C3 nanocrystalline magnetic cores have good stress resistance performance at low frequencies after conventional nitrogen protection heat treatment at 550 ℃.
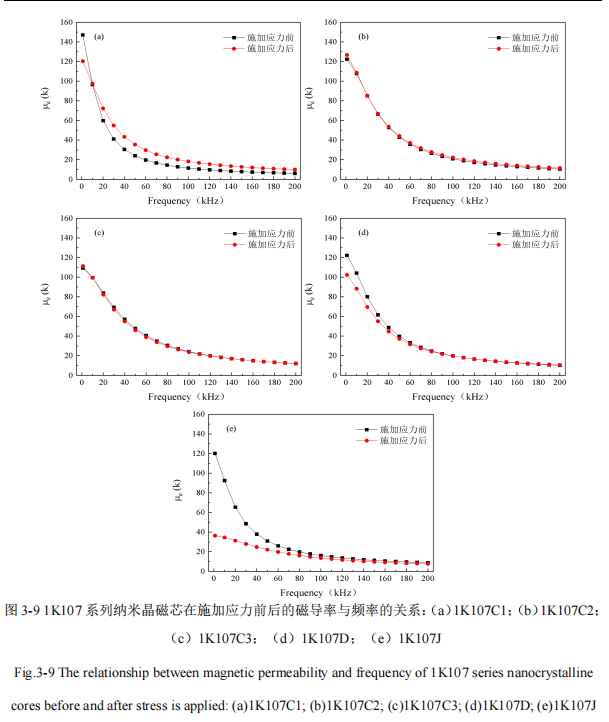
1K107C1, 1K107C2, 1K107C3, 1K107D, and 1K107J nanocrystalline cores have high-frequency (100 kHz) effective permeability of 11.5k, 20.9k, 24.2k, 19.8k, and 16.1k before stress is applied; After that, their high-frequency (100 kHz) effective permeability are 18.3k, 22.5k, 23.7k, 19.7k, 13.6k, respectively, and the change ranges before and after stress are 59.1%, 7.7%, 2.1%, 0.1% , 15.5%. It can be seen that the 1K107C3 and 1K107D nanocrystalline magnetic cores have good stress resistance at high frequencies after conventional nitrogen protection heat treatment at 550 ℃.

Heat Treatment Furnace Resistance Wire Heating Element Daily Maintenance And Failure Analysis Industrial Furnace Thermocouple Working Principle And Installation Precautions 40Cr Steel Quenching And Tempering Treatment Process
Contact us
Your email address will not be published. Required fields are marked *